
- Axit orthophosphoric cho chất trợ dung
- Sơ đồ thiết bị
- Nhựa thông để làm gì?
- Thiết bị hàn pin
- Quyền hạn và nhiệm vụ
- Các bước đầu tiên: chuẩn bị thân tay cầm của mỏ hàn tương lai
- Chuẩn bị các rãnh cho dây cung cấp
- Lựa chọn thông lượng
- Cái gì có thể thay thế axit hàn?
- Hướng dẫn bịt kín các lỗ nhỏ
- Quy trình vận hành cơ bản
- Tính năng của kim loại hàn
- Các trục trặc có thể xảy ra
- Một chi tiết quan trọng là đầu mỏ hàn
- Khả năng hàn
- Lắp ráp cuối cùng của sắt hàn 12V
- Tập huấn
- nơi làm việc
- Chọn mỏ hàn bằng nguồn điện
- Hàn sắt để làm việc
- Các bộ phận để hàn
- Hàn axit photphoric
- Giai đoạn chuẩn bị
- Các loại hoạt động hàn
Axit orthophosphoric cho chất trợ dung
Loại axit hàn phổ biến thứ hai là axit photphoric, H3PO4. Nó cũng loại bỏ lý tưởng lớp màng oxit khỏi bề mặt kim loại và ngăn cản quá trình đổi mới của nó.
Tham khảo: H3PO4 (axit orthophosphoric) là một thành phần của nhiều hợp chất chống ăn mòn để gia công kim loại.
Để thực hiện hàn chất lượng cao các nguyên tố niken hoặc crom, một loại axit như vậy được sử dụng không pha loãng. Đồng thời, chế phẩm được chuẩn bị với việc sử dụng nó bao gồm 1/3 etanol hoặc rượu etylic.
ĐIỀU QUAN TRỌNG CẦN BIẾT: Công nghệ và tính năng của hàn titan
Tỷ lệ axit photphoric chiếm 32%, và 6% rơi vào nhựa thông.
Rất thường xuyên, H3PO4 được kết hợp với kẽm clorua, trong khi khối lượng của nó trong dòng thành phẩm có thể đạt tới 50%.
Việc sử dụng axit photphoric không chỉ giới hạn trong việc hàn hợp kim niken, nó được sử dụng để kết nối các phần tử làm bằng thép không gỉ, đồng, nhôm và thép hợp kim thấp.
Axit Orthophosphoric là một thành phần của chất trợ dung hoạt tính cổ điển "F-38 N", việc sử dụng nó làm cho nó có thể hàn hợp kim đồng và đồng nguyên chất, các loại thép khác nhau và hợp kim crom-niken.
"F-38 N" là một lựa chọn tuyệt vời để thực hiện quá trình làm việc ở những nơi khó tiếp cận, nó có khả năng bảo vệ các phần tử hàn khỏi bị ăn mòn.
Video:
Các thành phần cấu tạo của "F-38 N" là: axit clohydric dietylamin và axit photphoric 25%.
Thành phần hàn Orthophosphoric được đặc trưng là chống cháy và nổ
Đồng thời, nên bảo quản và sử dụng sản phẩm với mọi lưu ý.
Trong trường hợp tiếp xúc với da, rửa ít nhất 10 phút dưới vòi nước.
Sơ đồ thiết bị
Thiết bị không có cấu tạo và chi tiết kỹ thuật phức tạp. Sơ đồ mạch khá rõ ràng và bạn có thể dễ dàng lắp ráp một mỏ hàn mạnh mẽ bằng tay của chính mình. Bộ thiết bị hoàn chỉnh bao gồm:
- Que làm bằng chất liệu đồng.
- Vỏ kim loại.
- Ống kim loại.
- thành phần gia nhiệt.
- Tay cầm cách nhiệt.
- Cái nĩa.
- Dây (phần tử cung cấp điện).

Mỏ hàn điện áp thấp
Bạn cần những gì để làm một mỏ hàn 220 volt tự chế? Vì mục đích an toàn điện, chúng tôi khuyên bạn nên chế tạo mỏ hàn điện áp thấp cho 12-14 Volts, mặc dù nguyên tắc lắp ráp không khác nhau về các đặc điểm cơ bản. Đối với công việc, bạn sẽ cần những vật liệu, công cụ sau:
- Pin Li-Ion có thể sạc lại Bạn có thể sử dụng pin cũ của máy tính xách tay hoặc máy vặn vít.
- Một đoạn dây đồng nhỏ, đường kính tốt nhất là 2 mm. Chiều dài không quá 6 cm, chúng tôi sẽ cần phân đoạn này như một cuộn của xoắn ốc.
- Ống làm bằng sợi thủy tinh chịu nhiệt. Đường kính của các ống tốt nhất là 3,8 mm và 1 mm. Một ống như vậy được dùng làm vỏ bọc cho vỏ kim loại cho bộ phận gia nhiệt. Ngoài ra, bạn có thể sử dụng vật liệu cách nhiệt của ấm đun nước không hoạt động.
- Dây là nichrome, nên lấy dây có đường kính 0,3 mm. Tìm vật liệu trong máy sấy tóc cũ, hỏng. Chúng tôi sẽ chọn chiều dài của dây như vậy theo kinh nghiệm, có tính đến tất cả các dung lượng cấu trúc chính của thiết bị, bao gồm cả pin, nếu bạn định lắp nó trên mỏ hàn thay vì dây điện.
- Một đoạn nhỏ từ ăng ten kính thiên văn có đường kính 4 mm, chiều dài của một phần như vậy là khoảng 3 cm.
- Đối với ngòi, ta lấy một đoạn dây đồng loại một lõi nhỏ. Đường kính được lấy tốt nhất với tỷ lệ 3,8 mm.
- Một dây được thiết kế để nối nguồn điện với mỏ hàn.
- Đối với tay cầm, chúng tôi chọn loại ống bằng gỗ hoặc nhựa có đặc tính cách điện tốt.
Về nguyên tắc, đây là cơ sở của một bộ vật liệu được thiết kế để bắt đầu nhiệm vụ làm thế nào để tạo ra một mỏ hàn bằng tay của chính bạn.
Nhựa thông để làm gì?
Không nhiều người biết tại sao lại cần nhựa thông khi hàn. Để trả lời câu hỏi này, bạn cần hiểu rằng đây là chất tạo nhựa, là chất từ thông. Trong quá trình kết nối các bộ phận bằng mỏ hàn, một lớp màng oxit hình thành trên bề mặt cần xử lý. Nó không cho phép hàn kết nối các bộ phận. Để loại bỏ lớp màng này, bạn cần sử dụng chất trợ dung hoặc nhựa thông. Chất nhựa đối phó hiệu quả với nhiệm vụ này ở nhiệt độ hơn 150 độ.









Nhựa thông được sử dụng trong hàn để cải thiện các thông số khớp. Nó sẽ giúp đối phó với các vấn đề liên quan đến dòng hàn không đủ. Nó có thể từ từ lấp đầy đường nối và làm giảm độ bền của khớp. Nhựa chủ yếu được sử dụng để cải tạo nhà. Các chế phẩm nghiêm trọng với các đặc tính và đặc tính nâng cao được sử dụng trong sản xuất.
Nhựa không chỉ có thể được sử dụng để hàn các bộ phận và dây dẫn vô tuyến điện. Dựa trên nó, vecni và sơn được thực hiện. Nó là một trong những thành phần trong sản xuất chất dẻo. Với sự trợ giúp của nó, dây trên các nhạc cụ được xử lý. Trong công nghiệp điện ảnh, nhựa thông được sử dụng để tạo hiệu ứng.
Nhựa thông, đặc tính nhựa thông và tính năng hàn
Thiết bị hàn pin
Hiểu cách thay thế một mỏ hàn thông thường, trước hết bạn nên chú ý đến thiết bị đặc biệt này. Với nó, nó sẽ có thể hàn ngay cả ở những nơi khó tiếp cận nhất mà không có điện, trên cao, v.v.
Để lắp ráp một mỏ hàn tự chế như vậy, bạn sẽ cần những thứ sau:
- Ắc quy.
- Hàn với nhựa thông.
- Một vài dây.
- Bút chì than chì.
- Kẹp cá sấu.
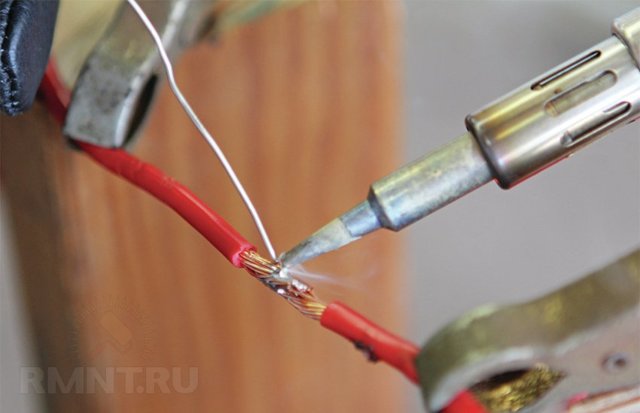
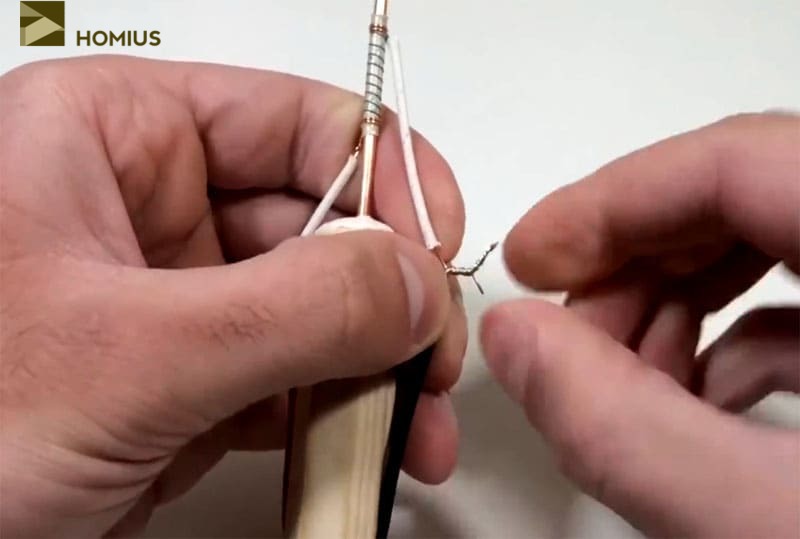
Trên thực tế, quá trình được thực hiện bằng cách sử dụng mỏ hàn tự chế như vậy không phải là hàn, mà là hàn. Mọi thứ được thực hiện như sau. Bạn lấy 2 sợi dây và quấn vài vòng mối hàn bên trên có nhựa thông bên trong. Tiếp theo, bạn cần kết nối bất kỳ điện cực pin nào với các sản phẩm cần hàn. Nối điện cực thứ hai với đầu chì của bút chì. Nó cần được làm sạch trước. Tiếp theo, bạn cần chạm vào que hàn trong tích tắc. Một hồ quang sẽ xuất hiện, dưới tác dụng của nhiệt độ cao, vật hàn sẽ nóng chảy ngay lập tức, điều này sẽ mang lại một mối hàn rất đáng tin cậy.
Phương pháp này thích hợp để nối dây có đường kính không quá 1 mm. Nếu bạn giữ thanh than chì trên đầu dây lâu hơn một chút, bạn có thể hàn được dây đồng. Trước khi sử dụng một mỏ hàn như vậy, bạn nên thực hành một chút về các sản phẩm không cần thiết.
Quyền hạn và nhiệm vụ
- Sắt hàn cho vi mạch - công suất 10-20 W
- Sắt hàn cho các bộ phận vô tuyến - công suất 30-40 W
- Mỏ hàn đa năng - 60 W
- Sắt hàn cho dây dày và các bộ phận lớn - 80-100 W
Giảm giá, bạn cũng có thể tìm thấy các loại bàn là hàn mạnh hơn - từ 100 W, được sử dụng để sửa chữa thô các kết cấu thân tàu trong điều kiện ngoài trời. Nhưng đối với những mục đích này, theo ý kiến của chúng tôi, tốt hơn là sử dụng máy sấy tóc đặc biệt hoặc đèn hàn.
Trả lời câu hỏi chọn mỏ hàn nào cho vi mạch, chúng tôi nhấn mạnh ngay rằng trong trường hợp này, khó khăn chính nằm ở việc làm tan chảy đồng thời các điểm hàn của tất cả các chân của vi mạch. Do đó, đối với vi mạch (chip nhớ, bộ điều khiển, v.v.), bạn cần cẩn thận sử dụng máy sấy hàn hoặc bàn ủi để làm nóng chảy vị trí của từng tiếp điểm và sử dụng một công cụ đặc biệt (bện bằng dây đồng hoặc bộ khử nhiệt bơm) để chọn thiếc từ nó. Đối với những mục đích này, một mỏ hàn có công suất 20-30 watt là phù hợp.
Các bước đầu tiên: chuẩn bị thân tay cầm của mỏ hàn tương lai
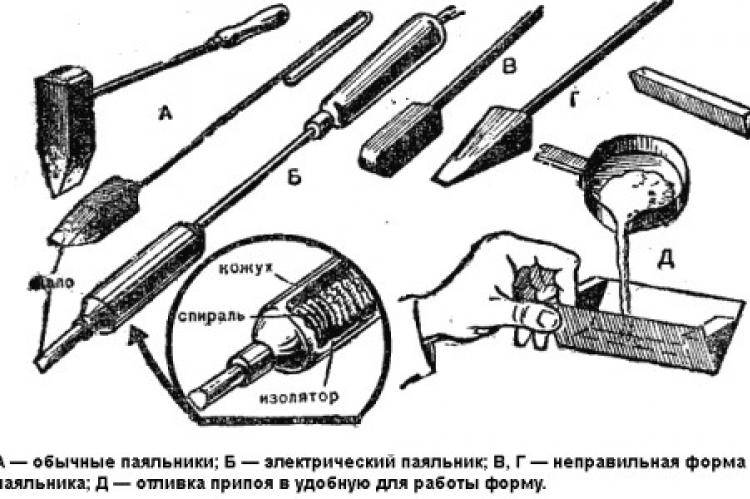
Để bắt đầu, một tay cầm bằng gỗ đã được lấy (tốt hơn là lấy cây bạch dương hoặc cây phong), quay "dưới cánh tay" và chà nhám. Hình thức nào cũng được, nhưng lần đầu tiên tôi không làm thêm. Nó cũng không nên được thực hiện quá lâu, mặc dù đây là vấn đề của khẩu vị.
 Tay cầm bằng gỗ được sử dụng làm tay cầm
Tay cầm bằng gỗ được sử dụng làm tay cầm
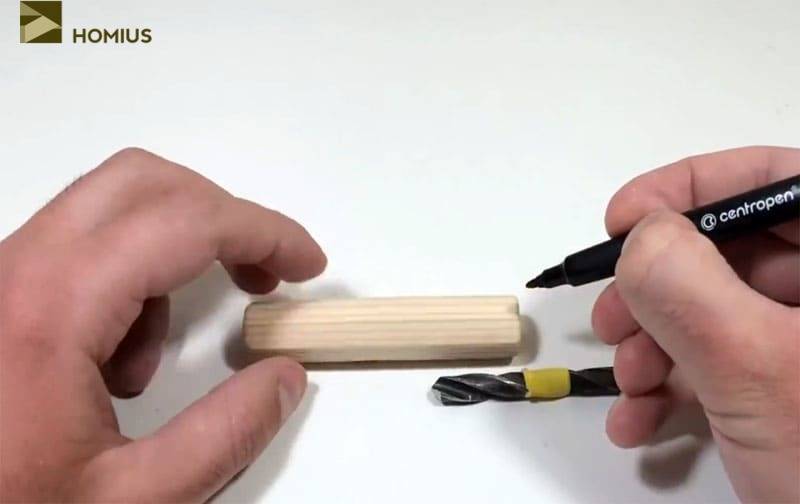
Tiếp theo, một mũi khoan với mũi khoan dày bước vào công việc, trên đó, với sự trợ giúp của băng dính điện, tôi đã đánh dấu bộ giới hạn lỗ. Độ sâu 2-3 cm đối với mỏ hàn mini 12 V là khá đủ. Một lỗ được tạo ở giữa tay cầm từ cuối sẽ dùng để lắp ổ cắm điện và kéo dây đến bộ phận làm nóng.
Một lỗ giống hệt đã được khoan ở mặt sau, lỗ này sẽ dùng để lắp đầu mỏ hàn.
 Chúng tôi khoan các lỗ giống nhau trên cả hai mặt của tay cầm sắt hàn
Chúng tôi khoan các lỗ giống nhau trên cả hai mặt của tay cầm sắt hàn
Chuẩn bị các rãnh cho dây cung cấp
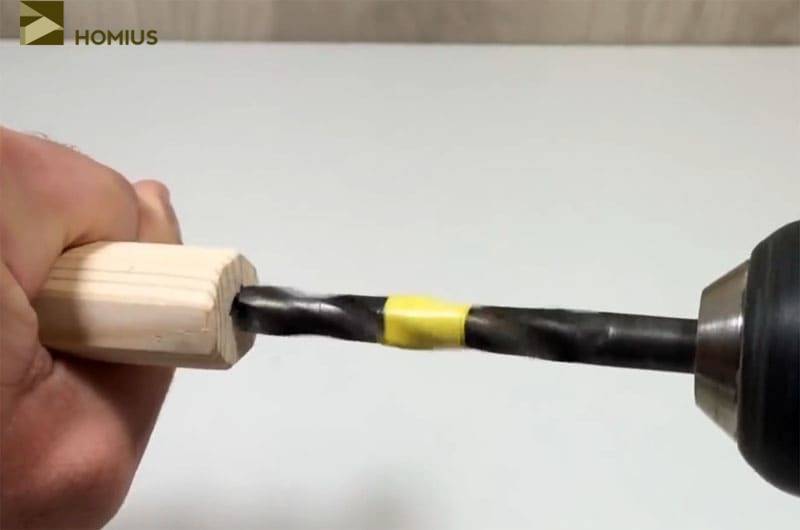
Ở khoảng cách 2-3 cm từ mép nơi dự định lắp ổ cắm cho phích cắm điện, chúng tôi đánh dấu cho hai lỗ (ở hai bên đối diện). Để thuận tiện cho việc đo khoảng cách, bạn có thể sử dụng cùng một mũi khoan có độ sâu được đánh dấu bằng băng keo điện.Sau khi xác định vị trí của các lỗ bằng bút đánh dấu, chúng tôi lại tiếp tục khoan, nhưng với một mũi khoan đã mỏng hơn.
 Chúng tôi đánh dấu các điểm khoan lỗ cho dây điện
Chúng tôi đánh dấu các điểm khoan lỗ cho dây điện
Việc khoan dưới dây nên được thực hiện ở một góc nhỏ - để sau này kéo căng chúng sẽ dễ dàng hơn. Kết quả là, nó phải quay ra ngoài để dây đi vào từ cuối và, dưới một đường gấp khúc nhẹ, được đặt xa hơn, đến đầu đối diện của tay cầm, trên đó sẽ đặt đầu mỏ hàn.
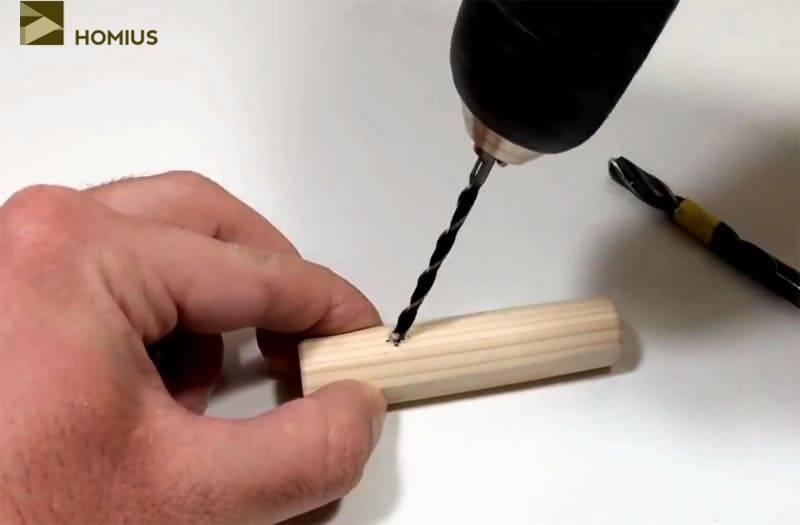 Khoan các lỗ mỏng hơn ở một góc để định tuyến dây dễ dàng hơn
Khoan các lỗ mỏng hơn ở một góc để định tuyến dây dễ dàng hơn
Bây giờ bạn cần đảm bảo rằng các dây kéo dài từ ổ điện dọc theo tay cầm không gây cản trở khi làm việc với mỏ hàn. Để làm điều này, tôi cắt các đường rãnh từ các lỗ đến mép nơi có vết đốt. Điều này rất dễ thực hiện với một con dao văn thư thông thường. Tất nhiên, nếu tay cầm được làm bằng gỗ thông, thì việc cắt qua các sợi sẽ dễ dàng hơn nhiều, nhưng vật liệu như vậy đã được "đánh dấu" ngay lập tức. Lý do cho điều này là do không có kế hoạch phủ thêm một lớp phủ cho tay cầm, điều đó có nghĩa là tay có thể bị dính nhựa cây trong quá trình làm việc.
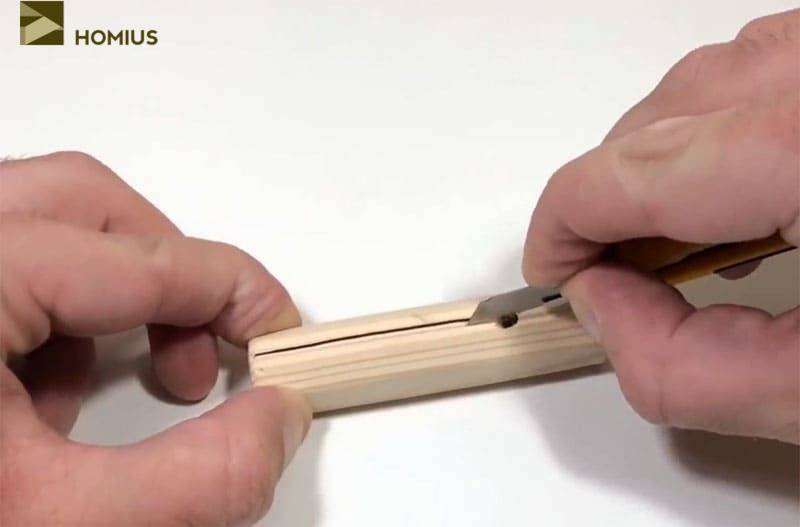 Chúng tôi cắt các rãnh mà sau đó dây sẽ được đặt
Chúng tôi cắt các rãnh mà sau đó dây sẽ được đặt
Khi các rãnh được cắt, bạn nên gia công chúng một chút bằng dũa kim tròn thông thường. Thật vậy, mặc dù được sản xuất thủ công bằng mỏ hàn 12 V, chúng vẫn phải hoạt động, điều đó có nghĩa là độ chính xác ở đây sẽ không hề thừa chút nào. Kết quả là, chúng tôi có một tay cầm có lỗ ở cả hai bên và rãnh cho dây, sẵn sàng cho công việc tiếp theo - lắp ráp lấp đầy thiết bị để hàn dây.









 Tay cầm đã sẵn sàng, bạn có thể bắt đầu lắp ráp
Tay cầm đã sẵn sàng, bạn có thể bắt đầu lắp ráp
Lựa chọn thông lượng
Đó là về hàn các bộ phận bằng đồng.Đối với sắt và nhôm, có thành phần axit đặc biệt, đây là một chủ đề cho một vật liệu riêng biệt.
Trên thực tế, đó là sở thích cá nhân của mỗi người. Bạn chỉ cần thử các bản phối khác nhau và xác định cái tốt nhất cho mình. Có người thích chất béo hàn (đặc như mỡ), có người thích chất lỏng. Chúng ta sẽ nói về nhựa thông truyền thống.
Chính xác hơn - làm thế nào để hàn đúng cách với nó.
Chất trợ dung từ nhựa thông này có đặc tính làm sạch tuyệt vời. Nó cung cấp khả năng làm sạch cơ học và hóa học, ngoài ra, nó bảo vệ bề mặt tốt khỏi quá trình oxy hóa khi nung nóng. Chỉ có một nhược điểm: ở dạng nguyên chất, nhựa thông là chất rắn. Điều này có nghĩa là nó không thể được áp dụng trước cho các bộ phận được nối. Tuy nhiên, công nghệ là
- chạm vào nhựa thông với một đầu mỏ hàn, chúng tôi nhặt chất hàn trên đó;
- ta dùng mỏ hàn nhúng chân của bộ phận hoặc dây vào từ thông (nó nóng chảy), trong khi bề mặt được phủ một lớp thuốc hàn mỏng;
- tương tự bôi thuốc hàn vào chỗ cần hàn;
- chúng tôi gắn phần đóng hộp (dây) với vị trí hàn;
- chạm vào chất trợ dung bằng mỏ hàn, sau đó lấy chất hàn, nhúng vào nhựa thông một lần nữa;
- ngay lập tức chuyển nọc đến vùng hàn.
Các bộ phận đã được hàn theo cách này trong nhiều thập kỷ. Với một kỹ năng nhất định, hạn chế bằng cách lựa chọn vật liệu không có kết nối. Kỹ thuật này là lý tưởng để đào tạo. Nếu bạn nắm vững nó, phần còn lại của các phương pháp sẽ có vẻ dễ dàng hơn.
Cái gì có thể thay thế axit hàn?
Không có nhiều chất có thể được coi là một thay thế cho axit này. Một số trong số chúng có thể dễ dàng chuẩn bị ở nhà, mặc dù không phải lúc nào cũng có thể đạt được các đặc tính mong muốn.
Một trong những chất đơn giản và giá cả phải chăng nhất có thể được sử dụng thay thế cho axit hàn là dung dịch nước của aspirin thông thường. Để có được nó, bạn chỉ cần lấy một viên thuốc, nghiền nát để hòa tan nhanh hơn, đổ vào một thùng nước và trộn kỹ cho đến khi không còn một hạt rắn nào. Việc sử dụng dung dịch thu được cũng tương tự như các loại chất trợ dung khác. Ưu điểm chắc chắn của một chất như vậy là vô hại và an toàn tuyệt đối.
Bạn cũng có thể sử dụng axit xitric hoặc axit axetic, nhưng chúng không hiệu quả bằng hàn. Chúng đã được bán ở dạng pha loãng, vì vậy không cần thao tác bổ sung với chúng.
Một lựa chọn khác là axit clohydric đậm đặc. Nó là một trong những thành phần chính của chất trợ dung ban đầu, nhưng cũng có thể được sử dụng để tạo axit hàn tại nhà. Do tính tích cực cao, nó cho phép bạn loại bỏ một cách định tính nhiều loại ô nhiễm và đảm bảo khả năng bảo vệ đáng tin cậy. Tuy nhiên, nó nguy hiểm cho sức khỏe và có thể ăn mòn các bộ phận mỏng manh, vì vậy cần lưu ý những khía cạnh này khi hàn.
Chất béo hàn hoạt tính đã được chứng minh là tốt, có khả năng đối phó tốt với ô nhiễm. Ngoài ra, ưu điểm chắc chắn của nó là dễ sử dụng và dễ dàng đặt trên bề mặt sản phẩm. Tuy nhiên, giống như axit hàn, nó là một chất có tính xâm thực cao, gây nguy hiểm cho sức khỏe con người và không được khuyến khích sử dụng với các sản phẩm kim loại mỏng.
Một thay thế xứng đáng cho axit hàn là axit photphoric.Nó rất dễ sử dụng, giá cả phải chăng, đối phó tốt với oxit, dầu mỡ và các màng và cặn khác, nhưng đồng thời nó cũng nhẹ nhàng với kim loại.
Trong trường hợp không có axit hàn ban đầu trong tay, bạn có thể tự chuẩn bị một chất thay thế cho nó tại nhà. Tất nhiên, cô ấy sẽ không có thành phần phong phú như vậy, nhưng cô ấy vẫn sẽ hoàn thành tốt nhiệm vụ được giao cho.
Hướng dẫn bịt kín các lỗ nhỏ
Phương pháp này thích hợp để bịt kín các lỗ nhỏ. đường kính lên đến 5-7 mm, ví dụ, trong bát đĩa bị rò rỉ. Đầu tiên bạn cần làm sạch cẩn thận khu vực xung quanh lỗ. Làm điều này với giấy nhám, giũa hoặc gạch mài. Nếu bạn định hàn các sản phẩm tráng men, trước tiên bạn phải loại bỏ lớp men khoảng 5 mm xung quanh lỗ. Để làm điều này, gắn góc của một số vật kim loại vào cạnh lỗ và đập nhẹ lớp men bằng cách dùng búa gõ nhẹ.
Làm sạch hoàn toàn kim loại trần. Lấy nhựa thông thái nhỏ đắp vào chỗ cần hàn. Khi có axit clohydric đã được khắc, phủ lên sản phẩm. Ở bên trong sản phẩm, hãy đặt một miếng thiếc hoặc tốt hơn nữa là tretnik vào lỗ. Tiếp theo, bạn cần làm nóng sản phẩm. Điều này có thể được thực hiện trên dầu hỏa hoặc đèn cồn, bếp lò, thậm chí bếp điện sẽ làm được. Trong trường hợp đồ tráng men, bếp linh được ưu tiên hơn cả. Nó sẽ cung cấp nhiệt cho một phần nhỏ của sản phẩm và sẽ không làm hỏng phần còn lại của men. Chờ cho thiếc tan chảy và lấy đĩa ra khỏi bếp. Thiếc nóng chảy sẽ cung cấp mối hàn mạnh mẽ và đáng tin cậy.
Quy trình vận hành cơ bản
 Bản đồ công nghệ hoặc sơ đồ hàn “đúng” với mỏ hàn gợi ý quy trình sau để thực hiện các thao tác.
Bản đồ công nghệ hoặc sơ đồ hàn “đúng” với mỏ hàn gợi ý quy trình sau để thực hiện các thao tác.
Trước khi hàn trực tiếp, bề mặt của vật cần hàn được làm sạch bụi bẩn nặng và cặn ăn mòn, sau đó chúng phải được làm sạch để có độ sáng bóng đặc trưng.
Sau đó, các điểm hàn của các bộ phận được xử lý bằng chất trợ dung đã chuẩn bị trước đó, qua đó có thể cải thiện các điều kiện cho sự lan truyền của chất hàn trên bề mặt tiếp xúc.
Sau đó, miếng đệm hoặc khu vực hàn phải được đóng hộp thiếc bảo vệ, bản chất của việc này là áp dụng chất hàn nóng chảy thành trạng thái lỏng trên chúng. Đồng thời, vật liệu tiêu hao trải đều trên bề mặt của các bộ phận cần hàn và đảm bảo hình thành kết nối nhiệt đáng tin cậy.
Khi chuẩn bị các bộ phận để đóng hộp, bạn nên ưu tiên sử dụng các chất trợ dung dịch nhão, được sử dụng thuận tiện và dễ dàng rửa sạch. Trước khi xử lý và hàn, các bộ phận được kết nối trước bằng cách xoắn cơ học hoặc nén bằng kìm.
Sau khi cố định, lại tiếp xúc với chúng, và sau đó điểm tiếp xúc được làm nóng với việc đưa đồng thời một thanh hàn vào nó (thành phần của nó có thể khác với thành phần của vật liệu được sử dụng để đóng hộp).
Không thể học cách hàn đúng cách bằng chính đôi tay của bạn nếu bạn không học cách thi công mũi mỏ hàn. Đối với thiếc, sau khi mỏ hàn được làm nóng hoàn toàn, mũi làm việc phải được ấn chặt vào bất kỳ bề mặt nào được phủ bằng giấy bạc và cọ xát với nó trên nhựa thông nóng chảy với chất hàn.









Thao tác này phải được lặp lại cho đến khi xuất hiện màng hàn đặc trưng trên các cạnh của điểm đồng, giúp bám dính tốt với bất kỳ kim loại nào.
Câu hỏi làm thế nào để hàn đúng cách đi kèm với sự quan tâm đến lý do tại sao cần hàn và có thể làm gì với nó. Trước đây chủ yếu là các loại nồi và samova được hàn, nhưng ngày nay những thứ công nghệ cao cũng có thể được hàn.
Tính năng của kim loại hàn
Đối với một kết nối chất lượng, điều quan trọng là phải tuân theo các hướng dẫn nhất định, công việc này khác với hàn bằng vật hàn thông thường. Axit hàn được sử dụng trong nhiều trường hợp, điều quan trọng là phải làm theo các bước trước khi làm việc:
Axit hàn được sử dụng trong nhiều trường hợp, điều quan trọng là phải làm theo các bước trước khi làm việc:
- Chất bẩn thô ráp, oxy hóa kim loại được làm sạch bằng giấy nhám hoặc giũa.
- Chất trợ dung được thi công cẩn thận bằng chổi hoặc dụng cụ pha chế chuyên dụng, dung dịch ở trạng thái lỏng nên dễ dàng lan rộng trên bề mặt.
- Thiếc xảy ra với việc áp dụng chất hàn, các sản phẩm được gắn chặt với nhau.
Sau khi kết thúc quá trình, cần loại bỏ dung dịch còn sót lại. Bạn có thể làm điều này với nước xà phòng thông thường hoặc dung dịch soda.
Nếu bạn tìm thấy lỗi, vui lòng chọn một đoạn văn bản và nhấn Ctrl + Enter.
Các trục trặc có thể xảy ra
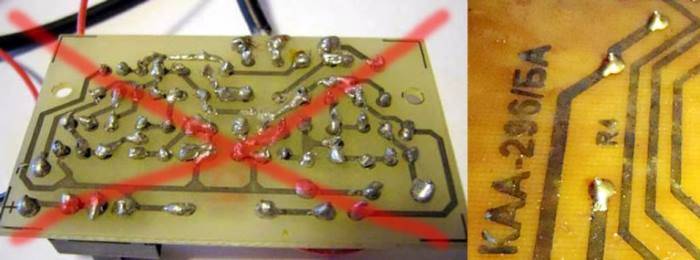
 Sự cố phổ biến nhất của bàn là hàn (bất kể loại và công suất) là cháy cuộn dây của bộ gia nhiệt hoặc một phần mạch xen kẽ.
Sự cố phổ biến nhất của bàn là hàn (bất kể loại và công suất) là cháy cuộn dây của bộ gia nhiệt hoặc một phần mạch xen kẽ.
Nó biểu hiện ở chỗ mỏ hàn hoàn toàn không nóng lên, tức là nó mất hiệu suất.
Theo quy luật, việc đóng các vòng quay riêng lẻ theo thời gian cũng dẫn đến việc đốt cháy toàn bộ vòng xoắn, khi việc sửa chữa thông thường không còn giúp ích gì nữa và vòng xoắn phải được quấn lại hoàn toàn. Trong những điều kiện thuận lợi nhất, việc thiếu nhiệt của mỏ hàn có thể do những lý do sau:
- tiếp xúc kém ở chỗ nối của dây cấp điện áp và hai đầu của cuộn dây (xoắn ốc);
- cắm mạng hỏng;
- đứt một trong các lõi trong chính dây.
Tất cả những trục trặc này được phát hiện thông qua kiểm tra trực quan hoặc với sự trợ giúp của người kiểm tra được bật ở chế độ "Liên tục", sau đó việc sửa chữa sẽ được thực hiện.
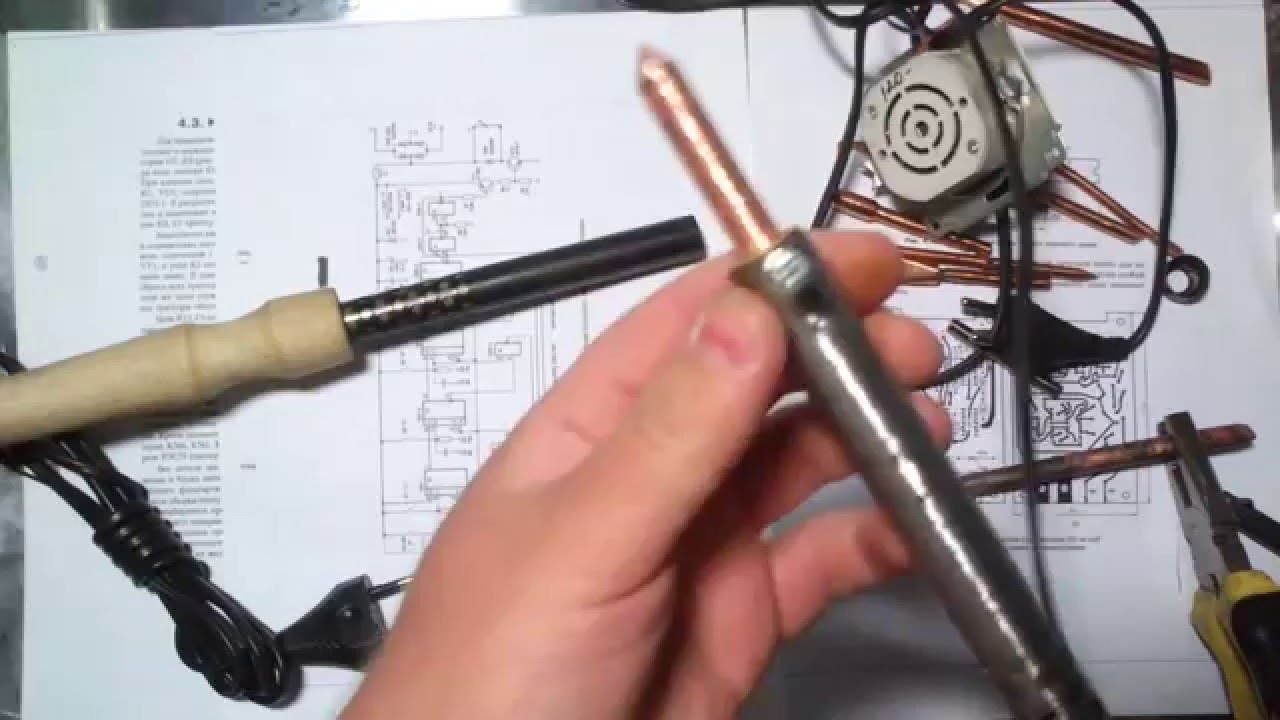
Một chi tiết quan trọng là đầu mỏ hàn
Chất lượng hàn và sự thoải mái khi sử dụng phụ thuộc nhiều vào đầu mỏ hàn được sử dụng. Ngòi làm bằng thanh đồng dẫn nhiệt tốt và chất hàn dính vào nó một cách hoàn hảo. Nhưng khi bị đốt nóng, vết đốt như vậy liên tục bị bao phủ bởi các ôxít và cháy thành than, do đó cần phải làm sạch liên tục.
Một loại đầu khác là thanh kim loại mạ niken. Nó được phân biệt bởi sự không hình thành cặn khó chịu và thuận tiện trong công việc trang sức với các chi tiết nhỏ. Nhưng nó không thể được làm sạch, bởi vì. điều này có thể dẫn đến tước lớp phủ và làm mất tính chất kết dính của vật hàn.
Hầu hết các bàn là hàn hiện đại đều có đầu hình nón sắc nhọn. Nó cho phép bạn chạm vào dây bên cạnh một cách an toàn để đến gần chân của bộ phận vô tuyến và xử lý nó.
Bộ dụng cụ hàn sắt cũng có thể đi kèm với các đầu phẳng. Hình dạng này truyền nhiệt tốt hơn đến một bộ phận lớn và cho phép bạn nhanh chóng làm nóng nó và hàn nó hoặc ngược lại, hàn nó.
Khả năng hàn
Có quá nhiều cơ hội để sử dụng khả năng của bạn để hàn các bộ phận và sản phẩm kim loại đúng cách. Bằng cách này, nhiều hoạt động lắp ráp và sửa chữa được thực hiện. Dưới đây là một vài trong số những điều quan trọng nhất:
- có thể hàn các ống đồng là một phần của đường dây bên trong của bộ trao đổi nhiệt và bộ phận làm lạnh;
- hàn các phần tử của các mạch điện tử khác nhau;
- thực hiện sửa chữa, hàn đồ trang sức, kính;
- sửa chữa các miếng chèn cắt cacbua trên giá đỡ dụng cụ gia công kim loại;
- trong cuộc sống hàng ngày, hàn cũng thường được sử dụng khi cần hàn chặt các chi tiết bằng đồng phẳng trên bề mặt kim loại hóa của phôi tấm;
- khả năng định tính bề mặt thiếc có thể hữu ích để bảo vệ các cấu trúc kim loại khỏi bị ăn mòn.
Ngoài ra, thông qua quá trình đang được xem xét, có thể hàn các bộ phận làm bằng kim loại có cấu trúc khác nhau, cũng như hàn kín các loại mối nối cứng khác nhau.
Lắp ráp cuối cùng của sắt hàn 12V
Đối với công đoạn cuối cùng là lắp ráp, cần thêm 2 miếng cambric mỏng chịu nhiệt. Họ được mặc trên "râu" của những sợi dây đồng mỏng, trên đó có gắn một bộ phận làm nóng. Các đầu tự do của chúng bị xoắn với các dây dẫn đến từ ổ cắm điện. Sau đó, tôi nghĩ rằng sẽ rất hay khi lắp một công tắc bật tắt nhỏ trên tay cầm, nó sẽ cho phép bạn tắt nguồn điện áp cho lò sưởi mà không cần rút nguồn điện từ ổ cắm hoặc ổ cắm trong tay cầm mỏ hàn. Nhưng điều này là đặc biệt. Nếu bất kỳ độc giả nào thu thập một thiết bị như vậy, bạn nên ghi nhớ khả năng này.









 Chúng tôi xoắn dây càng chặt càng tốt - tiếp xúc phải tốt
Chúng tôi xoắn dây càng chặt càng tốt - tiếp xúc phải tốt
Tập huấn
nơi làm việc
Chúng luôn luôn hàn trong ánh sáng chung bình thường (không quá 500 lux), nếu cần thiết, tạo điều kiện thoải mái hơn, sử dụng nguồn chiếu sáng cục bộ.
Hệ thống thông gió tốt cần được quan tâm.Kết quả tốt nhất thu được là nhờ mui xe, khi không có nó, chúng được hàn ngắt quãng để thông gió cho căn phòng khỏi hơi nhựa thông (mỗi giờ với công việc chuyên sâu).
Chọn mỏ hàn bằng nguồn điện
Hàn với bàn là hàn các công suất khác nhau. Người ta thường giả định rằng:
- bàn là hàn công suất thấp (20 - 50 W) thuận tiện khi làm việc với điện tử, cho phép bạn hàn dây mỏng;
- Với công cụ 100 watt, các lớp đồng có độ dày không quá 1 mm được hàn;
- 200 W trở lên cho phép bạn hàn các bộ phận lớn như vậy mà ban đầu cần sử dụng bàn là hàn mạnh mẽ.
Có thể dễ dàng đánh giá sức mạnh của thiết bị bằng mắt thường: mỏ hàn 50 watt hóa ra lớn hơn một chút so với bút máy, trong khi mỏ hàn 200 watt có tổng chiều dài khoảng 35-40 cm.
Hàn sắt để làm việc
Trước khi sử dụng lần đầu tiên Phần còn lại của dầu mỡ nhà máy phải được loại bỏ khỏi vỏ. Sự kiệt sức của chúng dẫn đến sự xuất hiện của khói và mùi khó chịu. Do đó, mỏ hàn được bật qua một dây nối, để nó tiếp xúc với đường phố qua cửa sổ trong một phần tư giờ.
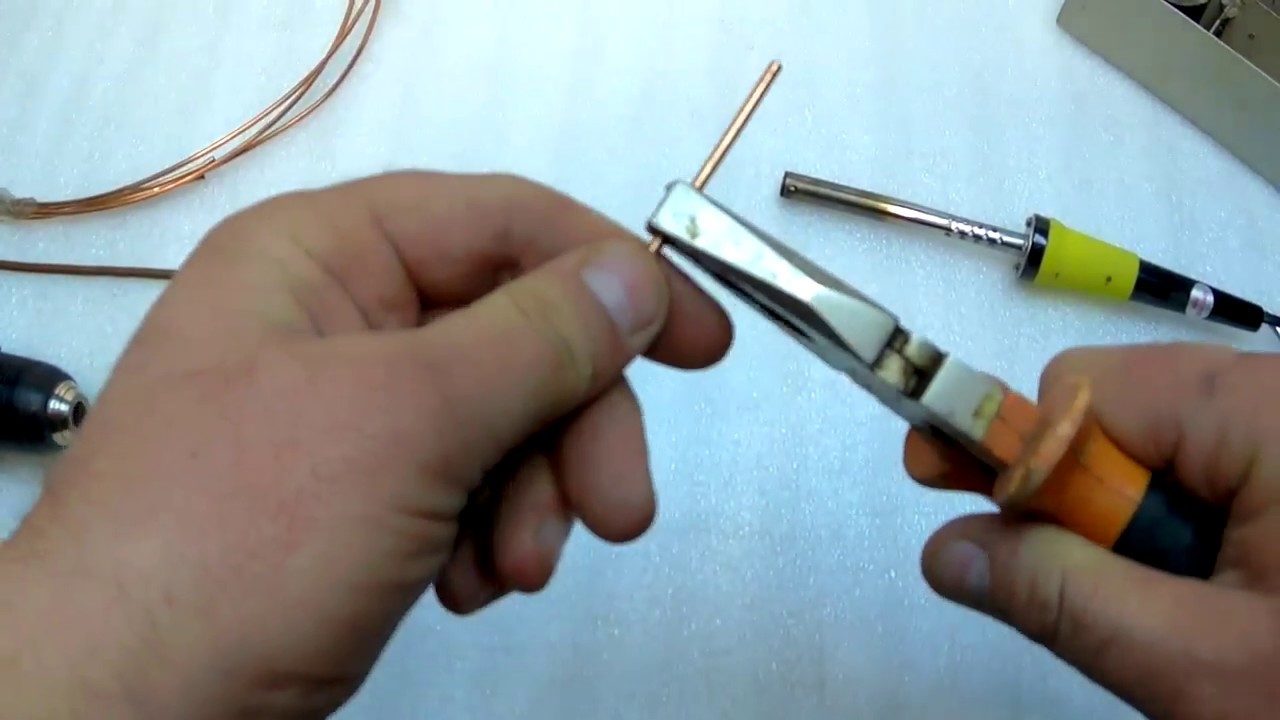
Sau đó, đầu mỏ hàn được rèn bằng búa: con dấu bằng đồng giúp tăng tuổi thọ. Đầu của vết đốt có hình dạng:
- ở một góc hoặc trên một vết cắt - đối với công việc tại chỗ (ví dụ được thể hiện trong Hình 5);
- hình con dao - với một vết chích như vậy, một số tiếp điểm được hàn đồng thời (điển hình cho vi mạch);
- đặc biệt - họ hàn một số loại thành phần vô tuyến.
Hình 5. Một ví dụ về cách mài một đầu mỏ hàn phổ biến và thiếc thích hợp khu vực làm việc của nó
Trước khi bắt đầu hàn, bạn nên làm sạch đầu mút khỏi màng oxit. Quy trình này được thực hiện với giấy nhám hạt mịn hoặc giũa nhung, cũng như về mặt hóa học: ngâm trong nhựa thông. Vết đốt được làm sạch được hàn thiếc.
Nếu cần, bạn có thể hàn tại điểm bằng mỏ hàn mạnh.Để làm điều này, một dây đồng có đường kính 0,5 - 1 mm được quấn vào đầu của nó, sử dụng đầu tự do của nó để làm nóng vật hàn.
Các bộ phận để hàn
Hàn luôn luôn trong một số giai đoạn. Đầu tiên chuẩn bị bề mặt của dây dẫn kim loại:
- loại bỏ màng oxit tiếp theo là tẩy dầu mỡ;
- thiếc (lắng đọng một lớp thiếc trên bề mặt tiếp xúc).
Sau đó, bạn có thể kết nối các bộ phận.
Đảm bảo làm sạch các dây đang sử dụng.
Màng oxit được loại bỏ bằng giũa, giấy nhám, lưỡi dao. Trong trường hợp dây mềm, mỗi dây được xử lý.
Lớp cách điện của dây tráng men được loại bỏ bằng cách kéo nó trên bề mặt của ống PVC, và nó được ép bằng một đốt nóng.
Một dấu hiệu của sự sẵn sàng là bề mặt sáng bóng đồng đều không có cặn màng oxit.
Chúng luôn được hàn với chất tẩy dầu mỡ, tức là lau bề mặt bằng vải không xơ hoặc vải được làm ẩm bằng axeton hoặc rượu trắng.
Dây mới không có màng oxit. Chúng được bảo dưỡng ngay sau khi loại bỏ lớp cách nhiệt.
Cần phải thiếc dây dẫn đồng dưới dòng chảy; sau khi nung nóng, vật hàn nên phủ một lớp mỏng lên bề mặt kim loại. Trong trường hợp bị võng, không nên hàn, dây được đặt thẳng đứng, đi qua mỏ hàn từ trên xuống dưới. Chất hàn nóng chảy dư thừa sau đó chảy đến vết đốt.
Nếu cần thiết phải hàn nhôm, thì quy trình làm sạch và hàn thiếc được kết hợp. Để làm điều này, đặt dây được bao phủ bởi nhựa thông trong giấy nhám, làm nóng nó với chuyển động quay đồng thời.
Chất lượng của dòng chảy của một số loại giảm trong quá trình bảo quản lâu dài, cũng như dưới ảnh hưởng của độ ẩm khí quyển. Do đó, các chất trợ dung như vậy được hàn với sự kiểm soát bổ sung về ngày hết hạn.
Điều này thật thú vị: Làm thế nào để hàn mối hàn dọc cho người mới bắt đầu: xem xét từ mọi phía
Hàn axit photphoric
Các thợ thủ công giàu kinh nghiệm - kỹ sư điện tử và nghiệp dư về radio gia đình biết rằng để có một kết nối chất lượng, bạn sẽ không chỉ cần một mỏ hàn mà còn cần thêm các phụ kiện. Đối với hàn, chất trợ dung và chất hàn được sử dụng, chất sau được chế tạo trên cơ sở chì và thiếc, thường được cung cấp ở dạng dây. Đặc điểm về tỷ lệ của dây, từ thông có thể khác nhau về thông số tùy theo loại sản phẩm.









Flux đóng vai trò là thành phần thứ hai, một dạng phổ biến được sử dụng dưới dạng nhựa thông. Nó giúp hàn chất lượng, nhanh chóng các bộ phận của thành phần đồng, dây và các vật liệu khác. Axit hàn có thể hoạt động với các vật liệu đồng thau, niken, thép không gỉ, v.v.

Giai đoạn chuẩn bị
 Trước khi bạn học các kỹ thuật chính xác để xử lý vật hàn và mỏ hàn tại nhà, bạn nên tham gia một khóa học đặc biệt bao gồm học cách hàn và mọi thứ trước quy trình này. Bạn có thể tự học, nhưng khi thành thạo công việc với đồ trang sức, vi mạch điện tử phức tạp, bạn không thể làm được nếu không có người hướng dẫn giàu kinh nghiệm.
Trước khi bạn học các kỹ thuật chính xác để xử lý vật hàn và mỏ hàn tại nhà, bạn nên tham gia một khóa học đặc biệt bao gồm học cách hàn và mọi thứ trước quy trình này. Bạn có thể tự học, nhưng khi thành thạo công việc với đồ trang sức, vi mạch điện tử phức tạp, bạn không thể làm được nếu không có người hướng dẫn giàu kinh nghiệm.
Từ quan điểm của tổ chức của quá trình, hàn kim loại bằng cách sử dụng thuốc hàn đặc biệt là một tập hợp các hoạt động khá đơn giản về nội dung của chúng. Tuy nhiên, mặc dù sự dễ dàng rõ ràng, không phải ai cũng có thể hàn chính xác ngay lần đầu tiên. Trong cuộc họp đầu tiên, có một số khó khăn liên quan đến việc thiếu ý tưởng rõ ràng về những gì và trình tự phải làm.
Nên tuân theo các quy tắc nhất định để chuẩn bị cho các hoạt động hàn, bản chất của nó là như sau:
- cần phải chọn đúng công cụ làm việc chính cần hàn;
- bạn nên lo lắng về việc làm một giá đỡ thuận tiện và chức năng, chuẩn bị một nơi mà bạn phải hàn phần lớn thời gian;
- học sinh phải dự trữ các vật tư tiêu hao phù hợp mà không có quy trình nào như vậy có thể làm được (chất hàn, chất lỏng hoặc chất trợ dung).

Và cuối cùng, một người mới sử dụng phải nắm vững các phương pháp hàn công nghệ cơ bản, liên quan đến một chuỗi các hành động có mục đích nhất định.
Bạn có thể hàn bằng mỏ hàn điện, khí mỏ hàn hoặc mỏ hàn đèn ngủ. Bo mạch, vi mạch thường được hàn bằng máy sấy tóc đặc biệt, các trạm nhiệt cung cấp nhiệt đồng đều. Việc lựa chọn một hoặc một loại dụng cụ khác và giá đỡ hoặc giá đỡ cho nó được xác định bởi các điều kiện nhiệt độ mà nó được cho là để thực hiện các hoạt động công việc.
Yêu cầu tiếp theo liên quan đến việc chuẩn bị các thành phần bắt buộc cho phép bạn hàn đúng cách bất kỳ kết nối kim loại nào. Chúng bao gồm các loại chất hàn khác nhau, phụ gia trợ dung và chất lỏng hàn đặc biệt cần thiết để cải thiện chất lượng của nó (nhựa thông và cồn để đóng hộp).
Các loại hoạt động hàn
Sự đa dạng của các phương pháp hàn được giải thích bởi nhiều yếu tố khác nhau quyết định chất lượng và hiệu quả của quá trình hàn. Các yếu tố đó không chỉ bao gồm loại vật cố định hàn và loại vật liệu hàn được sử dụng trong quá trình này, mà còn bao gồm các tính năng công nghệ của sự hình thành đường may. Để gắn bề mặt các bộ phận trên bảng, bạn cần học cách sử dụng mặt nạ hàn đúng cách.
Trong mọi trường hợp, để hàn chính xác, bạn cần biết điểm nóng chảy của kim loại bạn đang làm việc. Nó ảnh hưởng đến việc lựa chọn dụng cụ hàn, cũng như chất trợ dung và chất hàn. Theo thông số quy định, vật liệu hàn được chia thành dễ chảy (lên đến 450 độ) và vật liệu chịu lửa (hơn 450 độ).



