
- Kết nối dây bằng cách uốn tay áo
- Tuy nhiên, hàn vẫn được ưu tiên hơn.
- Hàn và hàn
- Xoắn dây là gì và tại sao nó nguy hiểm
- Khối thiết bị đầu cuối và khối thiết bị đầu cuối: cách phân biệt giữa thiết kế bền và không đáng tin cậy
- Khối thiết bị đầu cuối
- Làm thế nào để kết nối các dây có kích thước khác nhau?
- Làm thế nào để kết nối các dây có kích thước khác nhau?
- Quy tắc sắp xếp dây điện
- Dây và các thông số của nó
- Hàn dán để hàn không có mỏ hàn
- Cài đặt nắp PPE
- Wago
- ZVI
- Trình tự của dây hàn
- Kết nối dây dễ dàng
- Các loại khối thiết bị đầu cuối
- Các tùy chọn xoắn khác nhau
- Nhược điểm của hàn
- Tại sao uốn (làm cong) dây lại tốt hơn?
- Tay áo
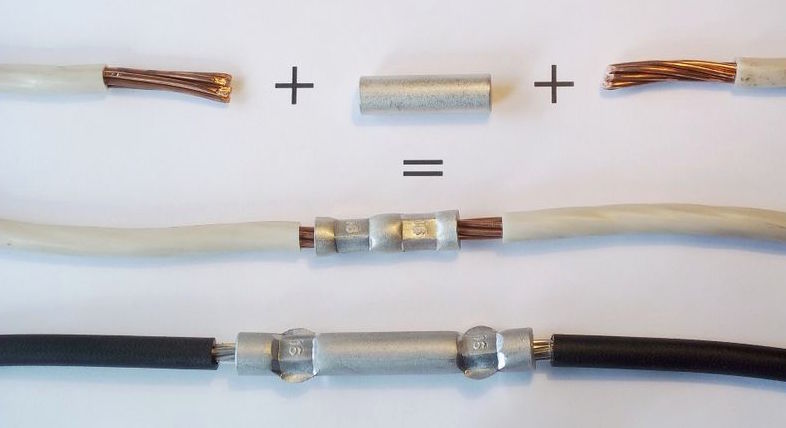
Kết nối dây bằng cách uốn tay áo
Kết nối dây bằng cách sử dụng ống bọc với việc uốn cong tiếp theo là cách đáng tin cậy nhất và có khả năng tiếp xúc điện tốt.
Cách kết nối dây:
dây dẫn điện có chiều dài nhất định bị tước bỏ lớp cách điện;
lấy một ống tay áo có chiều dài và đường kính thích hợp;
- dẫn dây trần vào ống tay áo;
- gấp mép (bấm) ống tay áo ở hai, ba chỗ bằng dụng cụ điện đặc biệt (bấm - kẹp);
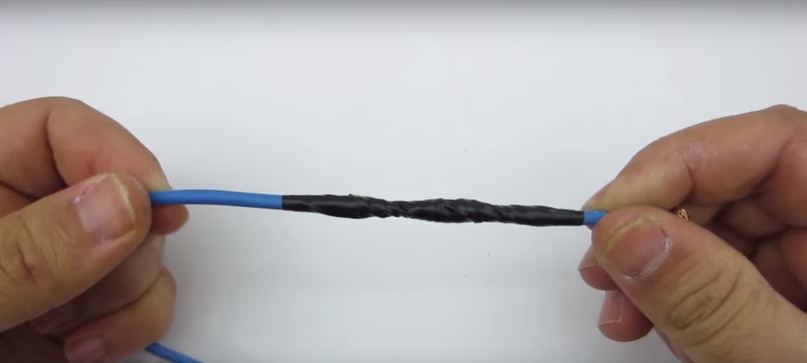
phủ một vật liệu cách nhiệt (ống co nhiệt) vào ống tay áo.
Nếu không có sẵn ống co nhiệt, có thể sử dụng băng dính điện.
Bạn nên lưu ý rằng các ống tay áo được chọn sao cho đường kính của các dây bện tương ứng với đường kính bên trong của ống tay áo. Sẽ không có giá trị khi sử dụng một ống tay áo không đúng kích cỡ.
Tuy nhiên, hàn vẫn được ưu tiên hơn.
Xét về độ bền kết nối và chất lượng tiếp xúc, hàn vượt trội hơn tất cả các công nghệ khác. Gần đây, biến tần hàn di động đã xuất hiện có thể mang đi những nơi khó tiếp cận nhất. Các thiết bị như vậy dễ dàng được giữ trên vai thợ hàn bằng dây đai. Điều này cho phép bạn làm việc ở những nơi khó tiếp cận, chẳng hạn như hàn từ thang trong hộp nối. Để hàn dây kim loại, người ta lắp bút chì cacbon hoặc điện cực mạ đồng vào giá đỡ của máy hàn.
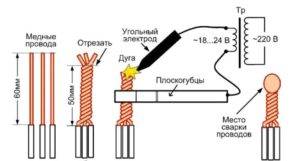
Hạn chế chính của công nghệ hàn - quá nhiệt của các bộ phận được hàn và sự nóng chảy của vật liệu cách nhiệt được loại bỏ bằng cách:
- Điều chỉnh đúng dòng hàn 70–120 A mà không bị quá nhiệt (tùy theo số lượng dây cần hàn với tiết diện từ 1.5 đến 2.0 mm).
- Thời gian ngắn của quá trình hàn không quá 1–2 giây.
- Siết chặt dây trước và lắp kẹp tản nhiệt bằng đồng.
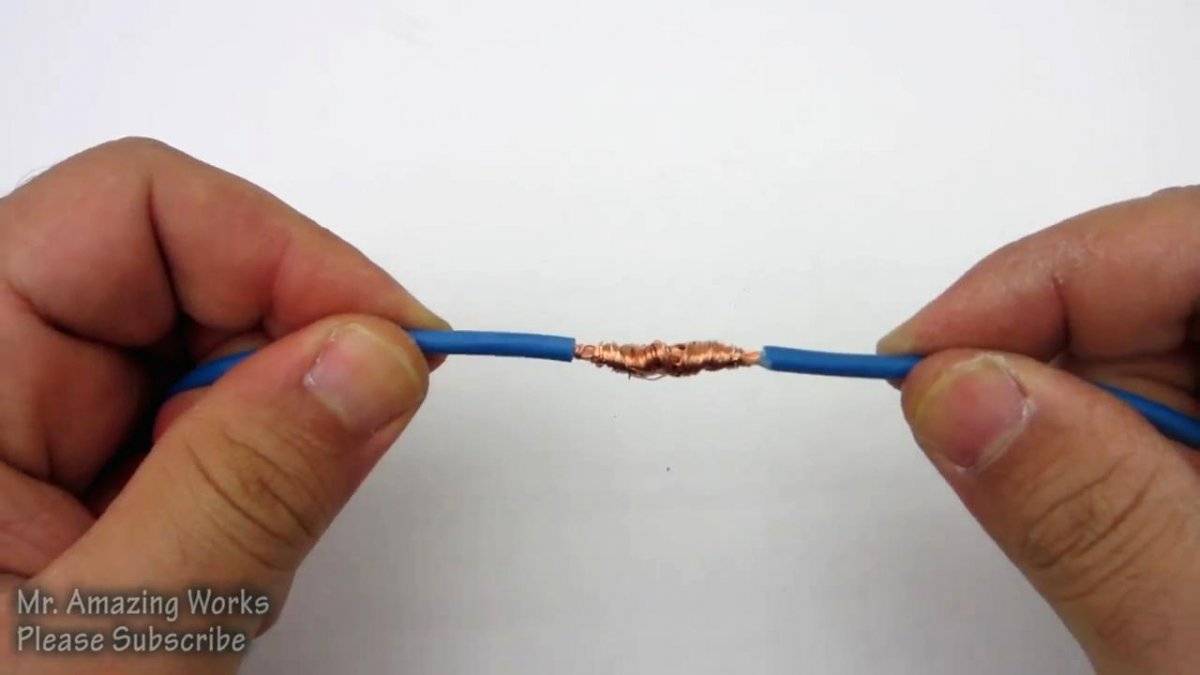
Khi kết nối dây bằng cách hàn, các lõi xoắn phải được uốn cong và đảm bảo quay lên bằng một vết cắt. Một điện cực được đưa đến đầu dây nối với đất và một hồ quang điện được đốt cháy. Đồng nóng chảy chảy xuống trong một quả bóng và bao bọc sợi dây bằng một vỏ bọc. Trong quá trình làm nguội, người ta đưa một đai cách nhiệt làm bằng mảnh khum hoặc vật liệu cách nhiệt khác lên kết cấu ấm. Lakotkan cũng thích hợp làm vật liệu cách nhiệt.
Hàn và hàn

Hàn điện
dây hàn
Tuy nhiên, kiểu lắp ghép này không thể được quy cho những kiểu đơn giản. Nó đòi hỏi thiết bị đặc biệt, mà ngay cả 90% thợ điện thường không có.

Có, và không phải lúc nào cũng có thể thực hiện được ngay cả khi có sự trợ giúp của nó. kết nối dây nhôm bằng đồng dẻo. Ngoài ra, bạn mãi mãi bị ràng buộc vào ổ cắm hoặc dây nối.
Và nếu không có điện áp hoặc máy phát điện gần đó?

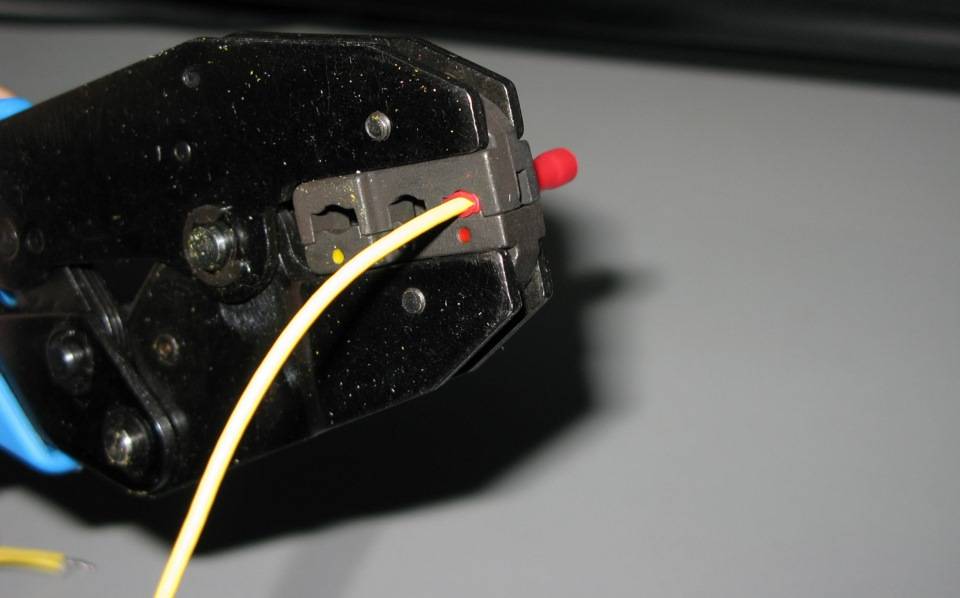
Đồng thời, ngược lại, kẹp bấm sơ cấp có mặt trong 90% thợ lắp đặt điện. Không nhất thiết phải mua những thứ đắt tiền và sang trọng cho việc này.

Ví dụ, pin. Tất nhiên là thuận tiện, đi và chỉ cần nhấn nút.
Các đối tác Trung Quốc cũng đối phó tốt với nhiệm vụ bẻ khóa của họ. Hơn nữa, toàn bộ quá trình diễn ra không quá 1 phút.
Xoắn dây là gì và tại sao nó nguy hiểm
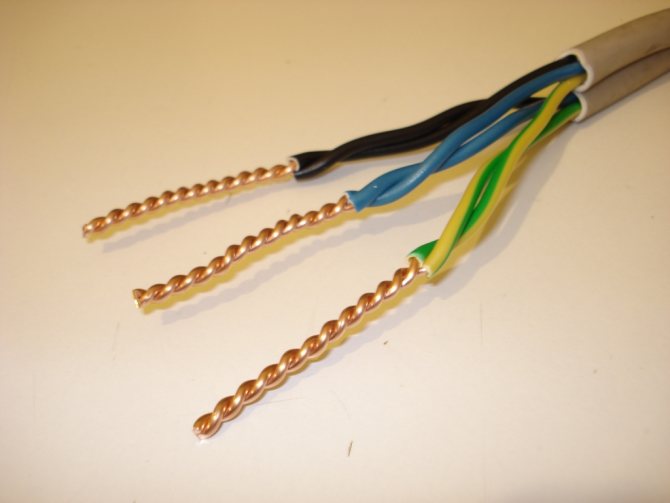
Một vài thập kỷ trước, khi tải trên hệ thống dây điện không quá lớn, cách kết nối như vậy là phổ biến. Hơn nữa, những người thợ thủ công giàu kinh nghiệm đã dạy tôi, khi đó là một thợ điện trẻ, làm sạch sơ bộ kim loại của dây điện, vặn chặt chúng và uốn chúng bằng kìm.
Chiều dài của một vòng xoắn như vậy phải được tạo ra với chiều dài theo thứ tự là 10 cm để đảm bảo tiếp xúc điện tốt, như thể hiện trong ví dụ thấp nhất. Và tất cả những gì cao hơn - họ sẽ từ chối, bất chấp vẻ đẹp.
Bên trong những căn phòng khô ráo đóng kín, những vòng xoắn như vậy đã hoạt động trong nhiều năm và nhiều thập kỷ. Tuy nhiên, nhiều thợ điện đã vi phạm công nghệ và tạo ra tiếp điểm kém chất lượng.




![Cách kết nối dây điện mà không cần hàn | [hướng dẫn]](https://fix.housecope.com/wp-content/uploads/1/9/1/1914a68d79c28d79452ec1af26675c62.jpg)



Ngoài ra, trong môi trường ẩm ướt, kim loại bị oxi hóa. Điện trở của lớp bề mặt chuyển tiếp của nó bị suy giảm. Điều này dẫn đến tăng độ nóng của dây dẫn, làm hỏng lớp cách điện sớm.
Do đó, các quy tắc hiện đại, đặc biệt là PUE (khoản 2.1.21.), Việc xoắn dây đơn giản bị cấm, cho dù nó được thực hiện đẹp và đáng tin cậy đến đâu.
Đặc biệt nguy hiểm là sự xoắn của dây nhôm, cũng như lõi làm bằng các kim loại khác nhau - đồng và nhôm.
Điều này là do độ dẻo cao của nhôm mềm và khả năng tạo ra cao, dưới tác động của oxy trong khí quyển, một lớp oxit bên ngoài bảo vệ cấu trúc bên trong của kim loại. Màng này làm giảm độ dẫn điện.
Khi dòng điện chạy với tải tăng lên, nhôm, có hệ số giãn nở tuyến tính cao, nóng lên, làm tăng thể tích của nó. Sau khi nguội, nó co lại, phá vỡ độ kín của kết nối.
Mỗi chu kỳ làm nóng và làm mát làm suy giảm các đặc tính điện của sợi. Ngoài ra, đồng và nhôm hoạt động như một cặp mạ, và đây là những phản ứng hóa học bổ sung với việc hình thành các ôxít bề mặt.
Khuyến nghị của tôi: bất cứ nơi nào bạn thấy một khúc quanh đơn giản, hãy loại bỏ nó. Gia cố nó bằng cách hàn, hàn, uốn hoặc bất kỳ phương pháp nào khác đã được phê duyệt.
Khối thiết bị đầu cuối và khối thiết bị đầu cuối: cách phân biệt giữa thiết kế bền và không đáng tin cậy
Thông thường, các khối đầu cuối được sử dụng trong các mạch chiếu sáng có tải tương đối nhỏ. Chúng được làm từ các vật liệu khác nhau và hình dạng khác nhau.
Trong trường hợp được đóng bằng nhựa, có các lỗ để cài đặt dây tước và một rãnh cho đầu của vít kẹp.
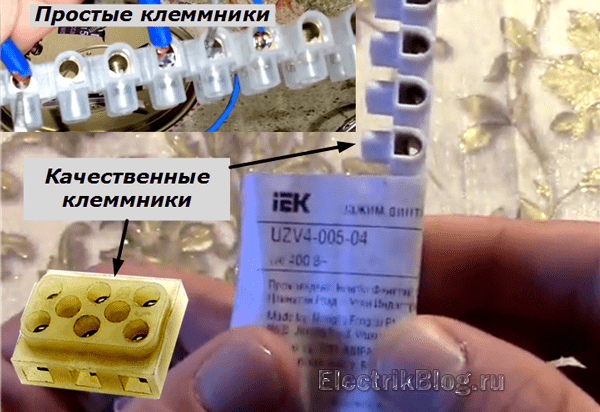
Tất cả các khối thiết bị đầu cuối đơn giản đều được làm bằng polyethylene trong suốt rẻ tiền với chèn các ổ cắm bằng đồng mỏng có kẹp vít, như thể hiện ở trên cùng của hình ảnh.
Nhược điểm của chúng:
- đồng thau có thành mỏng dễ dàng vỡ ra khi lõi kim loại thường được kẹp bằng vít;
- ren yếu trên đai ốc không chịu được tải khi siết dây;
- mép dưới của vít được làm với các cạnh sắc, mạnh mẽ làm biến dạng dây, thậm chí bị uốn ở các đầu NSHVI.
Rất khó để làm việc với các cấu trúc như vậy. Chúng không đáng tin cậy, làm đứt, tạo ra nhiệt độ quá cao của hệ thống dây điện.
Sau khi kết nối từng lõi với kết nối vít, cần kiểm tra chất lượng của kết nối: khối thiết bị đầu cuối được lấy ở một tay, và dây ở tay kia. Một lực kéo mạnh không được phá hủy phần tiếp xúc được tạo ra.
Các khối thiết bị đầu cuối chất lượng cao hơn được làm bằng nhựa mịn, chắc chắn với các ống kim loại dày và các tấm kẹp không làm nát kim loại của lõi. Chúng có vít và đai ốc chắc chắn.
Với sự giúp đỡ của họ, thật thuận tiện để kết nối dây từ các kim loại khác nhau, ví dụ, kết nối hệ thống dây điện bằng nhôm của căn hộ với dây đồng mềm của đèn chùm hoặc đèn LED. Nhưng bạn không nên bỏ qua các thủ thuật NShVI.
Trước đây, các thiết bị đầu cuối có kẹp vít cho một vòng là phổ biến, giúp tiếp xúc chặt chẽ hơn giữa lõi và thiết bị đầu cuối.
Khi lắp, hãy chú ý lắp đúng hướng của vít siết.
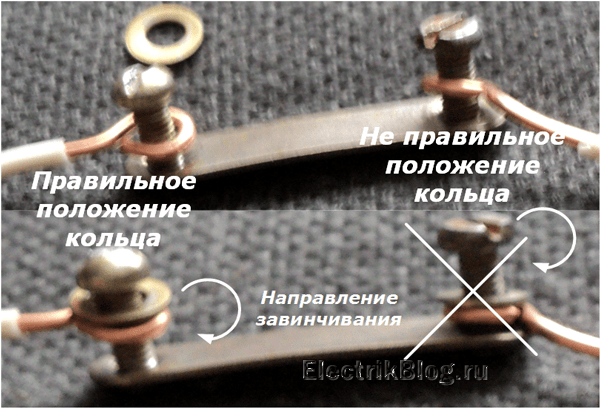
Lực bóp của vòng phải được nén vào trong chứ không phải dồn ra ngoài, làm yếu tiếp xúc.
Khi kết nối không có vòng trong một đoạn thẳng, kim loại của lõi được đặt gần ren hơn và vị trí của nó được theo dõi trong quá trình kẹp. Ở vị trí thắt chặt cần cố định tốt, không bị rơi ra ngoài. Kiểm tra bằng cách kéo.
Trong tất cả các khối đầu cuối, không có ngoại lệ, tình trạng của cách điện dây được giám sát. Nó không được rơi dưới sợi ở bất cứ đâu, cản trở việc tạo ra tiếp xúc điện.
Tất cả các quy định về lắp đặt điện đều cho phép kết nối đầu cuối.Tuy nhiên, chúng yêu cầu kiểm tra định kỳ và siết chặt các đầu nối vít khoảng hai năm một lần trong các mạch điện có tải cho phép. Sau khi quá tải và ngắn mạch, chúng phải được kiểm tra ngay lập tức.
Khối thiết bị đầu cuối
Kết nối dây bằng cách sử dụng khối lắp đầu cuối là lựa chọn thẩm mỹ và tiện lợi nhất. Nó không đòi hỏi nhiều thời gian và công sức. Các khối có tay áo bằng đồng hình ống với các kẹp vít. Các dây đã tước được luồn vào các ổ cắm nhất định và được cố định bằng vít. Ưu điểm của việc sử dụng khối thiết bị đầu cuối là dễ sử dụng và khả năng kết nối các sợi kim loại khác nhau. Tuy nhiên, để kết nối dây bện, cần phải uốn sơ bộ. Ngoài ra, những bất lợi bao gồm việc phải thường xuyên kiểm tra kết nối.
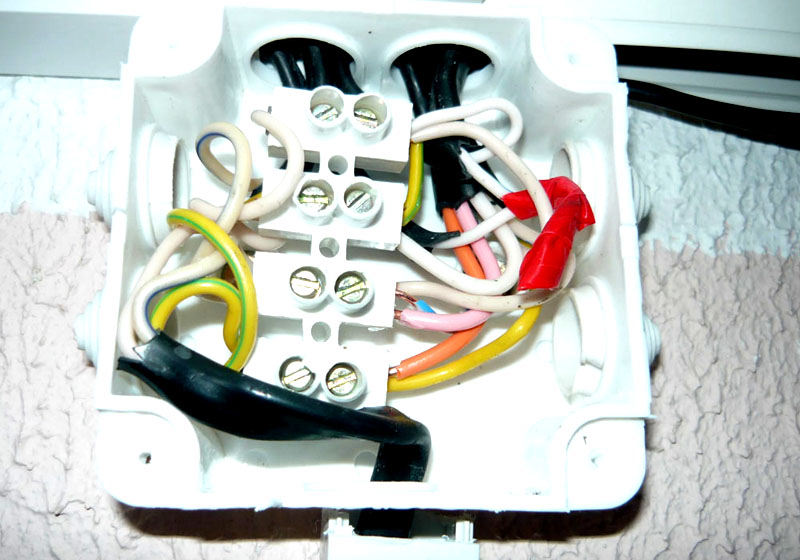 Khối đầu cuối vít - một cách thuận tiện và nhanh chóng để kết nối dây
Khối đầu cuối vít - một cách thuận tiện và nhanh chóng để kết nối dây
Làm thế nào để kết nối các dây có kích thước khác nhau?
Thường xảy ra trường hợp dây dẫn của các phần khác nhau đi đến hộp nối và chúng cần được kết nối. Mọi thứ ở đây có vẻ đơn giản, như với các dây kết nối cùng một đoạn, nhưng có một số điểm đặc biệt ở đây. Có một số cách để kết nối cáp có độ dày khác nhau.





Hãy nhớ rằng không thể kết nối hai dây có các phần khác nhau với một tiếp điểm trong ổ cắm, vì dây mỏng sẽ không bị bu lông ép mạnh. Điều này sẽ dẫn đến tiếp xúc kém, điện trở tiếp xúc cao, quá nhiệt và chảy lớp cách điện của cáp.
Làm thế nào để kết nối các dây có kích thước khác nhau?
1. Sử dụng xoắn với hàn hoặc hàn
Đây là cách phổ biến nhất.Bạn có thể xoắn dây của các phần liền kề, ví dụ 4 mm2 và 2,5 mm2. Bây giờ, nếu đường kính của các dây rất khác nhau, thì một vòng xoắn tốt sẽ không còn hoạt động.
Trong quá trình xoắn, bạn cần đảm bảo rằng cả hai lõi quấn quanh nhau. Không để dây mỏng quấn quanh dây dày. Điều này có thể dẫn đến tiếp xúc điện kém. Đừng quên về việc hàn thêm hoặc hàn.
Chỉ sau đó kết nối của bạn sẽ hoạt động trong nhiều năm mà không có bất kỳ phàn nàn nào.
2. Với thiết bị đầu cuối vít ZVI
Tôi đã viết chi tiết về chúng trong bài báo: Các phương pháp nối dây. Các khối thiết bị đầu cuối như vậy cho phép bạn bắt đầu một dây của một phần ở một mặt và ở phía bên kia của một phần khác. Ở đây, mỗi lõi được kẹp bằng một vít riêng biệt. Dưới đây là bảng mà bạn có thể chọn thiết bị đầu cuối vít phù hợp cho dây của mình.
| Loại thiết bị đầu cuối trục vít | Tiết diện của dây dẫn được kết nối, mm2 | Dòng điện liên tục cho phép, A |
| ZVI-3 | 1 – 2,5 | 3 |
| ZVI-5 | 1,5 – 4 | 5 |
| ZVI-10 | 2,5 – 6 | 10 |
| ZVI-15 | 4 – 10 | 15 |
| ZVI-20 | 4 – 10 | 20 |
| ZVI-30 | 6 – 16 | 30 |
| ZVI-60 | 6 – 16 | 60 |
| ZVI-80 | 10 – 25 | 80 |
| ZVI-100 | 10 – 25 | 100 |
| ZVI-150 | 16 – 35 | 150 |
Như bạn thấy, với sự trợ giúp của ZVI, bạn có thể kết nối dây của các phần liền kề. Cũng đừng quên xem tải hiện tại của họ. Chữ số cuối cùng trong loại đầu cuối vít cho biết lượng dòng điện liên tục có thể chạy qua đầu cuối này.
Chúng tôi làm sạch các lõi đến giữa thiết bị đầu cuối ...
Chúng tôi chèn chúng và siết chặt các vít ...
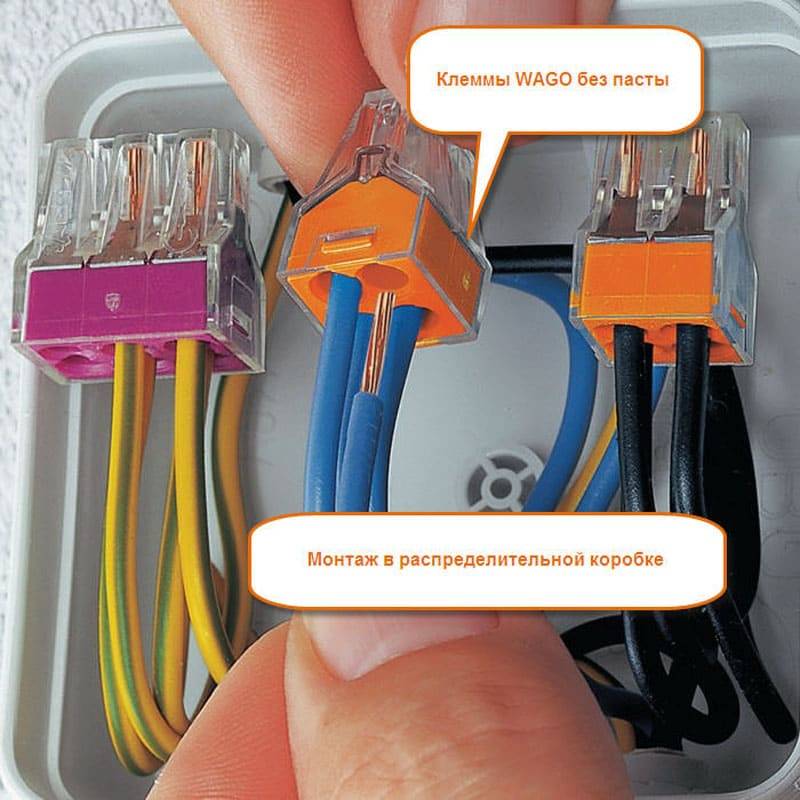
3. Sử dụng thiết bị đầu cuối tự kẹp đa năng Wago.
Các khối thiết bị đầu cuối Wago có khả năng kết nối dây của các phần khác nhau. Chúng có những cái tổ đặc biệt, nơi mỗi tĩnh mạch bị "kẹt". Ví dụ, một dây 1,5 mm2 có thể được kết nối với một lỗ kẹp và 4 mm2 với một lỗ khác, và mọi thứ sẽ hoạt động bình thường.
Theo nhãn hiệu của nhà sản xuất, các thiết bị đầu cuối của các loạt khác nhau có thể kết nối dây của các phần khác nhau.Xem bảng dưới đây:
| Dòng thiết bị đầu cuối Wago | Tiết diện của dây dẫn được kết nối, mm2 | Dòng điện liên tục cho phép, A |
| 243 | 0,6 đến 0,8 | 6 |
| 222 | 0,8 – 4,0 | 32 |
| 773-3 | 0,75 đến 2,5 mm2 | 24 |
| 273 | 1,5 đến 4,0 | 24 |
| 773-173 | 2,5 đến 6,0 mm2 | 32 |
Đây là một ví dụ với chuỗi 222 bên dưới ...
4. Với kết nối bắt vít.
Kết nối dây bắt vít là một kết nối tổng hợp bao gồm 2 hoặc nhiều dây dẫn, một bu lông, một đai ốc và một số vòng đệm. Nó được coi là đáng tin cậy và bền.
Ở đây nó diễn ra như thế này:
- chúng tôi làm sạch lõi 2-3 cm, sao cho nó đủ cho một lần quay toàn bộ bu lông;
- chúng tôi làm một vòng từ lõi theo đường kính của bu lông;
- chúng tôi lấy một cái bu lông và đặt nó vào một cái máy giặt;
- trên bu lông, chúng tôi đặt trên một vòng từ một dây dẫn của một phần;
- sau đó đưa vào máy giặt trung gian;
- chúng tôi đặt một vòng từ một dây dẫn có tiết diện khác nhau;
- đặt máy giặt cuối cùng và thắt chặt toàn bộ nền kinh tế bằng một đai ốc.
Bằng cách này, một số dây dẫn của các phần khác nhau có thể được kết nối cùng một lúc. Số lượng của chúng bị giới hạn bởi chiều dài của bu lông.
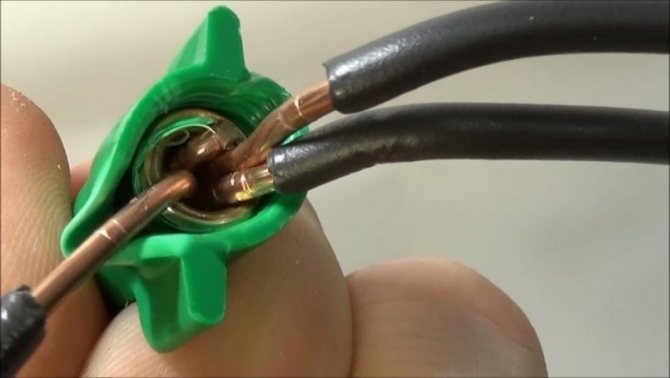
5. Với sự giúp đỡ của một nhánh siết chặt "đai ốc".
Về kết nối này, tôi đã viết chi tiết kèm theo hình ảnh và nhận xét liên quan trong bài viết: Kết nối dây bằng kẹp loại “đai ốc”. Hãy để tôi không lặp lại chính mình ở đây.
6. Sử dụng các đầu bằng đồng đóng hộp thông qua một bu lông có đai ốc.
Phương pháp này rất thích hợp để kết nối các loại cáp lớn. Đối với kết nối này, không chỉ cần có đầu kẹp TML mà còn phải có kẹp uốn hoặc máy ép thủy lực. Kết nối này sẽ hơi cồng kềnh (dài), có thể không vừa với bất kỳ hộp nối nhỏ nào, nhưng vẫn có quyền sống.
Rất tiếc, tôi không có sẵn dây dày và các mẹo cần thiết, vì vậy tôi đã chụp ảnh từ những gì tôi có.Tôi nghĩ vẫn có thể hiểu được bản chất của mối liên hệ.
Hãy mỉm cười:
Quy tắc sắp xếp dây điện
Để hiểu được nên thực hiện kết nối dây nào trong một trường hợp cụ thể, cần phải xem xét các quy tắc bố trí hệ thống điện. Chúng chỉ rõ những phương pháp nào được chấp nhận trong việc bố trí các hệ thống thông tin liên lạc hiện đại. Xem xét các quy tắc kết nối dây dẫn, chúng ta có thể rút ra kết luận về khả năng không thể chấp nhận được của việc sử dụng dây xoắn. Tài liệu quy định nêu rõ rằng tất cả các lõi phải được kết nối bằng cách hàn, uốn, kẹp hoặc hàn.
Hệ thống dây dẫn phải được làm từ cáp có lõi đồng. Để một mạng như vậy có các chỉ số độ tin cậy cao, các kết nối phải càng mạnh càng tốt. Tiết diện của các lõi được chọn phù hợp với tổng tải trọng dự kiến. Càng nhiều thiết bị được kết nối với mạng, dây dẫn cần được kết nối với hệ thống càng dày.
Xét cách nối các dây với nhau. một số thợ thủ công không chuyên nghiệp vẫn quyết định ưu tiên xoắn dây. Điều này có thể chấp nhận được nếu hệ thống dây điện cục bộ đang được sửa chữa hoặc một thiết bị công suất thấp đang được kết nối với mạng gia đình. Thạc sĩ trong trường hợp này có thể cải thiện phần nào một điểm nối của các tĩnh mạch.
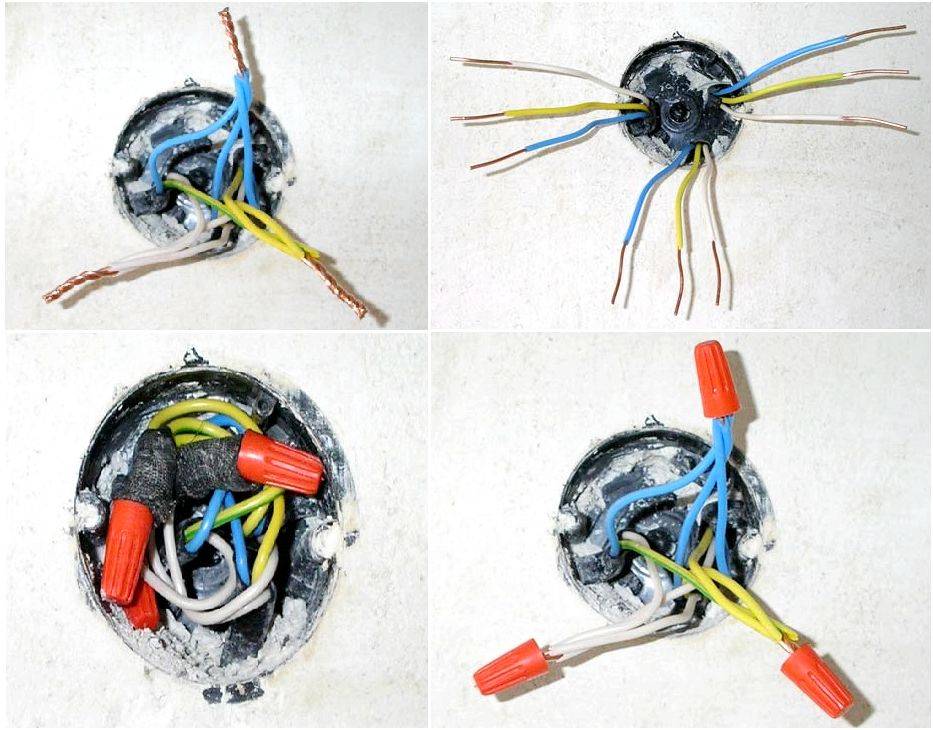
Để đảm bảo độ tin cậy cao hơn, mũ đặc biệt được sử dụng. Chúng được sử dụng thay cho băng dính điện. Chúng còn được gọi là kết nối kẹp cách điện (PPE).







Kết nối dây bằng kẹp an toàn hơn so với tùy chọn bằng băng dính điện. Đầu nối trông giống như một chiếc cốc nhựa. Nó có một lò xo thép được tích hợp bên trong. Nó kẹp các địa chỉ liên lạc và đảm bảo liên lạc đáng tin cậy. Kẹp chất lượng cao có chất bôi trơn đặc biệt để ngăn chặn quá trình oxy hóa.Khi lựa chọn, cần phải tính đến loại dây nào mà sản phẩm dự định sử dụng (bện hoặc rắn). Bạn cũng nên đánh giá tiết diện của dây dẫn mà mục đích kẹp. PPE không được sử dụng để kết nối các dây dẫn bằng vật liệu khác nhau.
Thông thường, đầu nối cáp ngày nay có dạng thiết bị đầu cuối. Chúng được làm từ đồng thau. Trong trường hợp này, các đầu cáp được kết nối không tiếp xúc trực tiếp với nhau. Do đó, với sự trợ giúp của các cấu trúc như vậy, có thể chuyển đổi các dây dẫn giống nhau, dây dẫn có kích thước mặt cắt khác nhau, được làm bằng các vật liệu khác nhau.
Để có thể tạo khớp nối chính xác, bạn cần chọn các loại thiết bị đầu cuối thích hợp. Chúng khác nhau về chỉ số dòng điện danh định, cũng như đường kính cho phép đối với dây. Tất cả các đặc điểm của thiết bị đầu cuối được chỉ ra trên cơ thể của chúng.
Một số thiết bị đầu cuối có sẵn trên thị trường có thể chứa một chất độn đặc biệt. Gel ngăn chặn quá trình oxy hóa, tăng độ tin cậy của kết nối. Các thiết bị đầu cuối là dao, lò xo, vít.
Dây và các thông số của nó
Trong những năm gần đây, khi đi dây điện và kết nối các thiết bị gia dụng, dây dẫn bằng đồng thường được sử dụng nhiều nhất. Mặc dù chúng có giá cao hơn nhiều nhưng sẽ thuận tiện hơn khi làm việc với chúng, bên cạnh đó, đồng yêu cầu đường kính lõi nhỏ hơn nhiều so với khi sử dụng dây dẫn bằng nhôm.
Tiết diện của dây dẫn được lựa chọn tùy thuộc vào loại mạng - 220 V hoặc 380 V, loại dây (mở / đóng), cũng như mức tiêu thụ hiện tại hoặc công suất của thiết bị. Thông thường, các dây dẫn bằng đồng có lõi 4 mm (với chiều dài đường dây lên đến 12 m) hoặc 6 mm được sử dụng.
Bảng lựa chọn mặt cắt dây dẫn
Khi chọn loại cáp để đặt từ tấm chắn đến ổ cắm, tốt hơn nên dừng lại ở dây dẫn một lõi. Chúng cứng hơn, nhưng đáng tin cậy hơn. Để tự kết nối bếp (cần cắm phích điện), bạn có thể chọn loại dây bện dẻo: loại một lõi trong trường hợp này sẽ quá bất tiện.
Kết nối bếp được mô tả ở đây.
Hàn dán để hàn không có mỏ hàn
Thuốc hàn bao gồm chất trợ dung và thuốc hàn. Điều này rất tiện lợi khi hàn không có mỏ hàn. Không cần phải lộn xộn với hai thành phần này riêng biệt. Chỉ cần bôi một lớp keo vào chỗ nối của dây và sau đó nung nóng lên đến nhiệt độ nóng chảy của vật hàn.
Thuốc hàn bao gồm bột kim loại, chất trợ dung và chất cố định (chất dính để giữ hợp kim ở trạng thái lỏng trong vùng hàn). Hỗn hợp này có chứa bột thiếc và chì với sự bổ sung của bạc. Tỷ lệ của thành phần thay đổi tùy thuộc vào mục đích của sản phẩm.
 Hàn bằng bật lửa
Hàn bằng bật lửa
Khi bị nung nóng, từ thông bốc hơi ngay lập tức, chất hàn bám chặt và chặt vào toàn bộ vòng xoắn của dây dẫn. Kết quả là, vật hàn có chất lượng cao. Chế phẩm áp dụng cho phép bạn làm mà không cần bàn là hàn và trạm hàn.
Đối với hàn thực phẩm, nên sử dụng bột nhão của các nhãn hiệu sau: POS 63, POM 3 và các nhãn hiệu khác. Hàn dán được sử dụng để làm việc với các vi mạch, trong đó thay vì hàn các bàn là, chúng lấy các thanh kim loại mỏng được nung nóng bởi các nguồn nhiệt bên ngoài.
 hàn dán
hàn dán
Cài đặt nắp PPE
Mũ PPE được sử dụng để kết nối cáp. Để sản xuất sản phẩm này, vật liệu polyme được sử dụng mà khi bắt lửa, không hỗ trợ quá trình đốt cháy và đồng thời có đặc tính cách điện.Các thiết bị này hoạt động nhẹ nhàng dưới hiệu điện thế 600 V.
Một lò xo thép được gắn trong thân của nắp, nén dây dẫn.
Vỏ, được làm bằng polyme, thực hiện chức năng bảo vệ kết nối, ngoài ra, nó còn cách ly mối nối của các dây dẫn. Khi cắt lớp cách nhiệt, người lắp đặt phải đảm bảo rằng kim loại trần không vượt ra ngoài nắp, đồng thời rơi vào vùng tác động của lò xo. Khi sử dụng mũ PPE, không cần sử dụng thêm vật liệu cách nhiệt.
Wago
Góc nhìn tiếp theo là các khối thiết bị đầu cuối Wago. Chúng cũng có nhiều kích cỡ khác nhau và dành cho số lượng dây kết nối khác nhau - hai, ba, năm, tám.
Chúng có thể liên kết với nhau cả mạch đơn và dây bện.
Đối với nhiều dây, kẹp phải có cờ chốt, khi mở ra, bạn có thể dễ dàng luồn dây vào và kẹp vào bên trong sau khi kẹp.
Các khối đầu cuối này trong hệ thống dây điện gia đình, theo nhà sản xuất, có thể dễ dàng chịu tải lên đến 24A (nhẹ, ổ cắm).
Có các mẫu thử nhỏ gọn riêng biệt trên 32A-41A.
Dưới đây là các loại kẹp Wago phổ biến nhất, dấu hiệu, đặc điểm của chúng và chúng được thiết kế cho phần nào:
Ngoài ra còn có một loạt công nghiệp cho các đoạn cáp lên đến 95mm2. Thiết bị đầu cuối của chúng thực sự rất lớn, nhưng nguyên lý hoạt động gần giống như thiết bị đầu cuối nhỏ.
Khi bạn đo tải trên những chiếc kẹp như vậy, với giá trị dòng hơn 200A, đồng thời bạn thấy không có gì cháy hoặc nóng, nhiều nghi ngờ về sản phẩm của Wago biến mất.
Nếu kẹp Vago của bạn là hàng chính hãng, không phải hàng nhái của Trung Quốc, đồng thời đường dây được bảo vệ bằng bộ ngắt mạch với cài đặt được lựa chọn chính xác, thì loại kết nối này có thể được gọi là đơn giản nhất, hiện đại nhất và dễ lắp đặt .
Vi phạm bất kỳ điều kiện nào ở trên và kết quả sẽ khá tự nhiên.
Do đó, bạn không cần đặt wago thành 24A và đồng thời bảo vệ hệ thống dây điện như vậy bằng 25A tự động. Tiếp điểm trong trường hợp này sẽ bị cháy khi quá tải.








Luôn chọn đúng khối thiết bị đầu cuối vago.
Máy tự động, như một quy luật, bạn đã có, và chúng bảo vệ chủ yếu hệ thống dây điện chứ không phải tải và người dùng cuối.
ZVI
Ngoài ra còn có một kiểu kết nối khá cũ, chẳng hạn như các khối thiết bị đầu cuối. ZVI - kẹp vít cách điện.
Về hình thức, đây là một loại vít kết nối các dây với nhau rất đơn giản. Một lần nữa, nó xảy ra dưới các phần khác nhau và các hình dạng khác nhau.
Dưới đây là các đặc tính kỹ thuật của chúng (dòng điện, tiết diện, kích thước, mômen xoắn vít):
Tuy nhiên, ZVI có một số nhược điểm đáng kể, do đó nó không thể được gọi là kết nối thành công và đáng tin cậy nhất.
Về cơ bản, chỉ có hai dây có thể được kết nối với nhau theo cách này. Tất nhiên, trừ khi bạn không đặc biệt chọn miếng đệm lớn và nhét nhiều dây vào đó. Làm gì không được khuyến khích.
Kết nối vít như vậy rất phù hợp với dây dẫn rắn, nhưng không phù hợp với dây mềm bị mắc kẹt.
Đối với dây mềm, bạn sẽ phải ép chúng bằng vấu NShVI và phải chịu thêm chi phí.
Bạn có thể tìm thấy các video trên mạng, trong đó, như một thử nghiệm, điện trở tạm thời trên các loại kết nối khác nhau được đo bằng microohmmeter.
Đáng ngạc nhiên là giá trị nhỏ nhất thu được đối với các thiết bị đầu cuối vít.
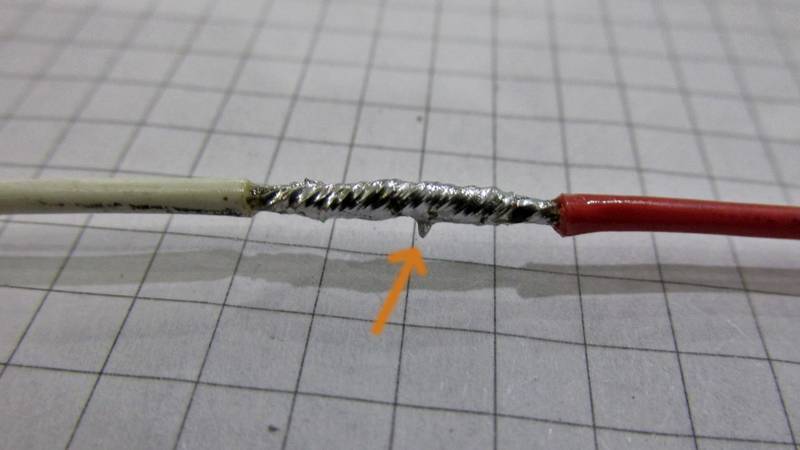
Trình tự của dây hàn
Quy trình công nghệ hàn hai dây dẫn mỏng bằng kim loại gồm các bước sau.
1. Làm sạch bề mặt của dây dẫn, loại bỏ ăn mòn và các chất bẩn khác. Quá trình này được thực hiện cẩn thận đến độ sáng bóng của kim loại. Bất kỳ cuộc đột kích nào của bên thứ ba sẽ làm cho kết nối không đáng tin cậy.
2. Các đầu bị tước của dây dẫn được bao phủ bởi từ thông. Đây là chất đặc biệt giúp loại bỏ tốt các mảnh oxit, đồng thời giúp dây không bị oxi hóa trong quá trình hoạt động. Khi chọn chất trợ dung, nên ưu tiên các chất rắn và nhão; chất lỏng ít được sử dụng trong vấn đề này.
3. Dùng mỏ hàn, chất hàn nóng chảy và phủ một lớp mỏng đều vào hai đầu ruột dẫn. Chất hàn phải liên kết tốt với kim loại.

4. Kết nối các dây bằng một vòng xoắn tạm thời hoặc bằng nhíp. Ngoài ra, có thể sử dụng vise.
5. Bôi chất trợ dung vào mối nối để ngăn chặn sự hình thành rỉ sét dưới vật hàn.
6. Làm nóng chảy chất hàn bằng mỏ hàn và phân phối chất này xung quanh các đầu đã nối của vật dẫn. Nếu sự cố định hóa ra yếu, bạn nên chọn một loại chất hàn khác.
Công việc được hoàn thành bằng cách làm sạch đầu mỏ hàn và xử lý nó bằng một chất trợ dung không hoạt động (nếu nó được đóng hộp). Một công cụ trợ dung sẽ giúp bạn thực hiện hàn chất lượng cao trong tương lai. Nên bảo quản mỏ hàn trong hộp kín.
Kết nối dây dễ dàng
Bạn có thể đặt băng keo trong ngăn kéo xa: bạn sẽ không cần nó nữa. Thay vì điều này:
- Chúng tôi đi đến cửa hàng gần nhất và mua thiết bị đầu cuối (kẹp). Giá phát hành là 8–50 rúp. Chúng tôi khuyên bạn nên sử dụng thiết bị đầu cuối WAGO 222 có đòn bẩy. Như những người thợ điện giải thích, chúng là đáng tin cậy và dễ sử dụng nhất.
- Chúng tôi làm sạch cả hai dây đến độ sâu của khối thiết bị đầu cuối, khoảng 1 cm.
- Chúng ta gom các lõi của dây bện thành một bó chặt và xoắn nhẹ.
- Cả hai dây dẫn phải thẳng và sạch.
- Nâng đòn bẩy và đặt cả hai dây vào các lỗ. Chúng tôi kẹp, hạ đòn bẩy xuống.
Sẳn sàng. Với phương pháp kết nối này, bạn không cần phải suy nghĩ về chất lượng của xoắn và cách điện. Chiều dài dây không đổi. Nếu cần, có thể nâng cần và tháo dây - nghĩa là kẹp có thể tái sử dụng.
Kẹp WAGO 222 2 lỗ trở lên. Nó được thiết kế để kết nối dây đơn và dây bện bằng đồng có tiết diện từ 0,08–4 mm, được sử dụng trong các mạng điện gia dụng có điện áp lên đến 380 V. Đèn, đồng hồ đo điện, vòng hoa và nhiều hơn nữa được kết nối bằng cách sử dụng khối thiết bị đầu cuối.
Các loại khối thiết bị đầu cuối
Điều đáng nói là các khối thiết bị đầu cuối khác nhau:
- Thiết bị đầu cuối vít trong vỏ bọc bằng polyetylen. Phổ biến nhất, rẻ tiền và cấu trúc đơn giản. Bên trong lớp vỏ cách điện có một ống bọc bằng đồng với hai vít - chúng được sử dụng để vặn các dây điện luồn vào các lỗ ở cả hai bên. Nhược điểm là đầu nối vít không phù hợp với dây dẫn nhôm và dây bện. Dưới áp lực không đổi của trục vít, nhôm trở nên lỏng và các đường vân mỏng bị phá hủy.
-
Thiết bị đầu cuối bằng vít với tấm kim loại. Thiết kế đáng tin cậy hơn. Các dây được kẹp không phải bằng vít mà bằng hai tấm có các rãnh đặc trưng. Do bề mặt áp suất tăng lên, các thiết bị đầu cuối này thích hợp với dây bện và nhôm.
- Các khối thiết bị đầu cuối tốc hành tự kẹp. Thiết kế không kém phần đơn giản mà còn tiện lợi hơn rất nhiều. Chỉ cần đưa dây vào lỗ là đủ, và nó sẽ được kẹp chặt.Bên trong là một chiếc chuôi đồng đóng hộp nhỏ và một tấm cố định. Ngoài ra, các nhà sản xuất thường cho một hỗn hợp sệt bên trong - hỗn hợp của dầu mỏ kỹ thuật và cát thạch anh. Nó loại bỏ màng oxit khỏi bề mặt nhôm và sau đó ngăn nó hình thành trở lại.
Để kết nối một dây nhôm với một dây đồng (bất kể chúng có bao nhiêu tuổi thọ), cần phải có một khối thiết bị đầu cuối đặc biệt có dán. Thực tế là đồng và nhôm tạo thành một cặp đôi mạ
Khi các kim loại tương tác, quá trình phá hủy bắt đầu. Điện trở tại điểm kết nối tăng lên, do đó cấu trúc bắt đầu nóng lên. Thông thường, điều này dẫn đến nóng chảy lớp cách điện hoặc thậm chí tệ hơn là tạo ra tia lửa điện. Dòng điện càng lớn thì sự phá hủy xảy ra càng nhanh.






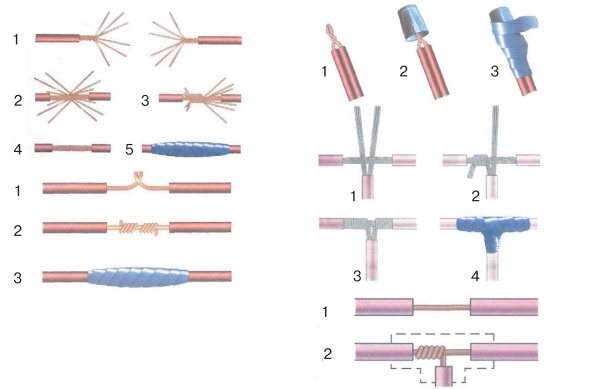


Các tùy chọn xoắn khác nhau
Kết nối không chuyên nghiệp. Đây là một sự xoắn của một sợi dây bện với một lõi đơn. Loại kết nối này không được cung cấp bởi các quy tắc, và nếu kết nối dây như vậy bị hội đồng tuyển chọn phát hiện, thì cơ sở sẽ đơn giản là không được chấp nhận hoạt động.
Tuy nhiên, thao tác xoắn vẫn được sử dụng, và ở đây bạn cần biết cách xoắn chính xác của các dây bị bện. Nó thường được sử dụng trong các trường hợp khẩn cấp khi không thể thực hiện kết nối một cách chuyên nghiệp và tuổi thọ của kết nối như vậy sẽ ngắn. Chưa hết, chỉ có thể tạm thời sử dụng tính năng xoắn cho hệ thống dây điện hở, để bạn luôn có thể kiểm tra đường giao nhau.
Kết nối dây kém
Tại sao nó không thể kết nối các dây bằng cách xoắn? Thực tế là khi xoắn, một tiếp điểm không đáng tin cậy được tạo ra.Khi dòng tải đi qua chỗ xoắn, chỗ xoắn sẽ nóng lên, và điều này làm tăng điện trở tiếp xúc tại chỗ nối. Điều này, đến lượt nó, góp phần làm nóng nhiều hơn. Do đó, tại các điểm giao nhau, nhiệt độ tăng cao đến giá trị nguy hiểm, có thể gây cháy. Ngoài ra, tiếp điểm bị đứt dẫn đến xuất hiện tia lửa điện tại chỗ vặn cũng có thể gây cháy. Vì vậy, để đạt được độ tiếp xúc tốt, nên nối dây có tiết diện lên đến 4 mm2 bằng cách vặn xoắn. Thông tin chi tiết về việc đánh dấu màu sắc của dây.
Có một số kiểu xoắn. Khi vặn xoắn, cần đạt được độ tiếp xúc điện tốt, cũng như tạo ra độ bền kéo cơ học. Trước khi tiến hành kết nối dây, chúng nên được chuẩn bị. Chuẩn bị dây được thực hiện theo trình tự sau:
- khỏi dây dẫn, lớp cách điện được lấy ra ở chỗ nối. Lớp cách điện được loại bỏ sao cho không làm hỏng lõi dây. Nếu một vết khía xuất hiện trên lõi dây, thì nó có thể bị gãy ở chỗ này;
- khu vực tiếp xúc của dây được tẩy dầu mỡ. Để làm điều này, nó được lau bằng một miếng vải nhúng trong axeton;
- để tạo ra một tiếp xúc tốt, phần không có chất béo của dây được làm sạch bằng giấy nhám để có màu sáng kim loại;
- sau khi đấu nối, cách điện của dây phải được phục hồi. Để làm được điều này, có thể sử dụng băng cách nhiệt hoặc ống co nhiệt.
Trong thực tế, một số kiểu xoắn được sử dụng:
-
xoắn song song đơn giản. Đây là kiểu kết nối đơn giản và phổ biến nhất. Với một đường xoắn song song tốt tại chỗ nối, chất lượng tiếp xúc tốt có thể đạt được, nhưng lực cơ học để phá vỡ sẽ rất nhỏ.Sự xoắn như vậy có thể bị yếu đi trong trường hợp rung động. Để thực hiện đúng cách xoắn như vậy, điều cần thiết là mỗi dây quấn quanh nhau. Trong trường hợp này, phải có ít nhất ba lượt;
- phương pháp quấn dây. Phương pháp này được sử dụng nếu nó là cần thiết để phân nhánh dây điện từ đường dây chính. Để làm điều này, cách điện của dây được loại bỏ ở phần nhánh, và dây nhánh được nối với nơi trần bằng cách quấn;
Kết nối dây với chính
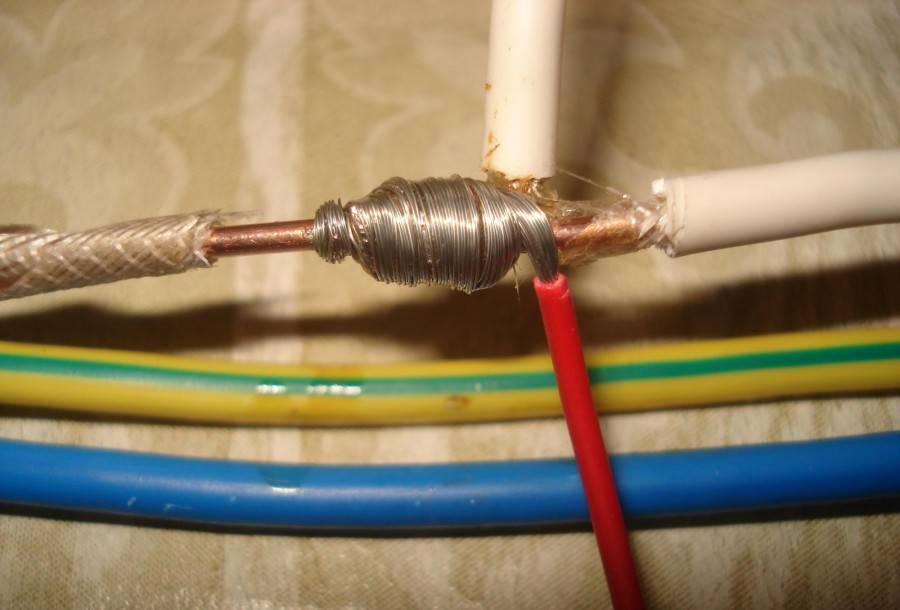
- băng xoắn. Loại xoắn này thường được sử dụng khi kết nối hai hoặc nhiều dây đặc. Với xoắn băng, một dây dẫn bổ sung được sử dụng từ vật liệu tương tự như các lõi dây. Đầu tiên, một xoắn song song đơn giản được thực hiện, và sau đó băng từ một dây dẫn bổ sung được áp dụng cho chỗ này. Băng làm tăng độ bền kéo cơ học tại chỗ nối;
- kết nối của dây bện và dây rắn. Loại này là phổ biến và đơn giản nhất, đầu tiên người ta thực hiện một cuộn dây đơn giản, sau đó được kẹp chặt;
Kết nối của dây đồng bện và rắn
các tùy chọn kết nối khác nhau.
Chi tiết về các phương pháp kết nối dây một lõi
Nhược điểm của hàn
Mặc dù có những ưu điểm đáng kể, phương pháp này cũng có những đặc điểm tiêu cực:
- Thiếu công nghệ. Có nhiều thao tác chuẩn bị cần được thực hiện trước khi tự hàn.
- Cường độ lao động cao, do đó phương pháp này không phù hợp để sử dụng ở quy mô công nghiệp. Việc lắp đặt điện chất lượng cao cần nhiều thời gian, do đó, với khối lượng công việc lớn, việc kiểm tra áp suất sẽ dễ dàng hơn rất nhiều.
- Yêu cầu về kỹ năng và kiến thức của một chuyên gia.Cần phải hiểu cách thức và vật tư tiêu hao tối ưu để kết nối một hoặc một loại dây khác.
- Sự cần thiết phải sử dụng mỏ hàn có đủ công suất. Thường không thể kết nối dây dày với mỏ hàn công suất thấp. Loại công suất cao được bán ở các cửa hàng linh kiện radio, nhưng giá thành của chúng cao hơn một chút so với các mẫu gia dụng thông thường.
- Chỉ có thể sử dụng thông lượng trung tính. Đôi khi, việc làm việc với họ sẽ khó hơn, đòi hỏi trình độ chuyên môn cao.
Để thực hiện việc lắp đặt với chất lượng cao, người thực hiện phải thông thạo công nghệ, hiểu rõ các đặc tính vật lý và hóa học của các kim loại khác nhau
Ví dụ, khi gắn dây bện, điều quan trọng là phải xử lý bằng chất trợ dung và thiếc từng lõi
Cần đặc biệt cẩn thận khi làm việc với nhôm. Những dây như vậy khó kết nối hơn nhiều do có màng oxit. Sau đó phải được loại bỏ khỏi ruột dẫn trước khi đóng hộp. Để làm được điều này, bạn cần sử dụng chất trợ dung đặc biệt không chứa axit.
Tại sao uốn (làm cong) dây lại tốt hơn?
Uốn dây là một trong những phương pháp kết nối cơ học chất lượng cao và đáng tin cậy nhất được sử dụng hiện nay. Với công nghệ này, các vòng dây và cáp được uốn trong ống nối bằng kẹp bấm, đảm bảo tiếp xúc chặt chẽ dọc theo toàn bộ chiều dài.

Ống tay áo là một ống rỗng và có thể được chế tạo độc lập. Đối với kích thước ống tay áo lên đến 120 mm², kẹp cơ học được sử dụng. Đối với các mặt cắt lớn, các sản phẩm có đột lỗ thủy lực được sử dụng.

Trong quá trình nén, ống bọc thường có dạng hình lục giác, đôi khi vết lõm cục bộ được tạo ra ở một số phần nhất định của ống.Trong quá trình uốn, các ống bọc làm bằng đồng điện GM và ống nhôm GA được sử dụng. Phương pháp này cho phép uốn dây dẫn của các kim loại khác nhau. Điều này phần lớn được tạo điều kiện thuận lợi bằng cách xử lý các thành phần cấu thành bằng chất bôi trơn thạch anh-vaseline, ngăn cản quá trình oxy hóa tiếp theo. Để sử dụng chung, có các ống bọc nhôm-đồng kết hợp hoặc ống bọc đồng đóng hộp GAM và GML. Kết nối uốn được sử dụng cho các bó dây dẫn có tổng đường kính mặt cắt ngang từ 10 mm² đến 3 cm².
Tay áo
Khi cần kẹp chặt cho một số dây, các ống bọc được sử dụng. Chúng là một ống đồng đóng hộp, hoặc một đầu phẳng có lỗ được làm để buộc chặt.
Cần phải luồn tất cả các dây được kết nối vào ống bọc và uốn bằng dụng cụ uốn đặc biệt (kìm uốn). Kẹp dây này có một số mặt tích cực:
- Rất tiện lợi khi sử dụng vấu có lỗ khi cần cố định các nút thắt dây trên vỏ bằng vít.
- Việc uốn cong ở đường giao nhau không góp phần làm tăng lực cản.
Như bạn thấy, có rất nhiều loại kẹp dây, mỗi loại đều có những ưu nhược điểm riêng. Chọn dựa trên loại dây nào bạn cần kết nối, nơi giao nhau sẽ được đặt. Nhưng đừng quên rằng điều quan trọng nhất trong điện là độ tin cậy và an toàn.



